INDICE
11.2. CALCESTRUZZO
11.2.1. SPECIFICHE PER IL CALCESTRUZZO
11.2.2. CONTROLLI DI QUALITÀ DEL CALCESTRUZZO
11.2.3. VALUTAZIONE PRELIMINARE
11.2.4. PRELIEVO E PROVA DEI CAMPIONI
11.2.5. CONTROLLO DI ACCETTAZIONE
11.2.5.1 CONTROLLO DI TIPO A
11.2.5.2 CONTROLLO DI TIPO B
11.2.5.3 PRESCRIZIONI COMUNI PER ENTRAMBI I CRITERI DI CONTROLLO
11.2.6. CONTROLLO DELLA RESISTENZA DEL CALCESTRUZZO IN OPERA
11.2.7. PROVE COMPLEMENTARI
11.2.8. PRESCRIZIONI RELATIVE AL CALCESTRUZZO CONFEZIONATO CON PROCESSO INDUSTRIALIZZATO
11.2.9. COMPONENTI DEL CALCESTRUZZO
11.2.9.1 LEGANTI
11.2.9.2 AGGREGATI
11.2.9.3 AGGIUNTE
11.2.9.4 ADDITIVI
11.2.9.5 ACQUA DI IMPASTO
11.2.9.6 MISCELE PRECONFEZIONATE DI COMPONENTI PER CALCESTRUZZO
11.2.10. CARATTERISTICHE DEL CALCESTRUZZO
11.2.10.1 RESISTENZA A COMPRESSIONE
11.2.10.2 RESISTENZA A TRAZIONE
11.2.10.3 MODULO ELASTICO
11.2.10.4 COEFFICIENTE DI POISSON
11.2.10.5 COEFFICIENTE DI DILATAZIONE TERMICA
11.2.10.6 RITIRO
11.2.10.7 VISCOSITÀ
11.2.11. DURABILITÀ
11.2.12. CALCESTRUZZO FIBRORINFORZATO (FRC)
11.3. ACCIAIO
11.3.1. PRESCRIZIONI COMUNI A TUTTE LE TIPOLOGIE DI ACCIAIO
11.3.1.1 CONTROLLI
11.3.1.2 CONTROLLI DI PRODUZIONE IN STABILIMENTO E PROCEDURE DI QUALIFICAZIONE
11.3.1.3 MANTENIMENTO E RINNOVO DELLA QUALIFICAZIONE
11.3.1.4 IDENTIFICAZIONE E RINTRACCIABILITÀ DEI PRODOTTI QUALIFICATI
11.3.1.5 FORNITURE E DOCUMENTAZIONE DI ACCOMPAGNAMENTO
11.3.1.6 PROVE DI QUALIFICAZIONE E VERIFICHE PERIODICHE DELLA QUALITÀ
11.3.1.7 CENTRI DI TRASFORMAZIONE
11.3.2. ACCIAIO PER CEMENTO ARMATO
11.3.2.1 ACCIAIO PER CEMENTO ARMATO B450C
11.3.2.2 ACCIAIO PER CEMENTO ARMATO B450A
11.3.2.3 ACCERTAMENTO DELLE PROPRIETÀ MECCANICHE
11.3.2.4 CARATTERISTICHE DIMENSIONALI E DI IMPIEGO
11.3.2.5 RETI E TRALICCI ELETTROSALDATI
11.3.2.5.1 Identificazione delle reti e dei tralicci elettrosaldati
11.3.2.6 SALDABILITÀ
11.3.2.7 TOLLERANZE DIMENSIONALI
11.3.2.8 ALTRI TIPI DI ACCIAI
11.3.2.8.1 Acciai inossidabili
11.3.2.8.2 Acciai zincati
11.3.2.9 GIUNZIONI MECCANICHE
11.3.2.10 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO NORMALE – BARRE E ROTOLI
11.3.2.10.1 Controlli sistematici in stabilimento
11.3.2.10.1.1 Generalità
11.3.2.10.1.2 Prove di qualificazione
11.3.2.10.1.3 Procedura di valutazione
11.3.2.10.1.4 Prove periodiche di verifica della qualità
11.3.2.10.2 Controlli su singole colate o lotti di produzione
11.3.2.10.3 Controlli nei centri di trasformazione
11.3.2.10.4 Prove di aderenza
11.3.2.11 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO ORDINARIO – RETI E TRALICCI ELETTROSALDATI
11.3.2.11.1 Controlli sistematici in stabilimento
11.3.2.11.1.1 Prove di qualificazione
11.3.2.11.1.2 Prove di verifica della qualità
11.3.2.11.2 Controlli su singoli lotti di produzione
11.3.2.12 CONTROLLI DI ACCETTAZIONE IN CANTIERE
11.3.3. ACCIAIO PER CALCESTRUZZO ARMATO PRECOMPRESSO
11.3.3.1 CARATTERISTICHE DIMENSIONALI E DI IMPIEGO
11.3.3.2 CARATTERISTICHE DEI PRODOTTI
11.3.3.3 CADUTE DI TENSIONE PER RILASSAMENTO
11.3.3.4 CENTRI DI TRASFORMAZIONE
11.3.3.5 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO PRECOMPRESSO
11.3.3.5.1 Prescrizioni comuni – Modalità di prelievo
11.3.3.5.2 Controlli sistematici in stabilimento
11.3.3.5.2.1 Prove di qualificazione
11.3.3.5.2.2 Prove di verifica della qualità
11.3.3.5.2.3 Determinazione delle proprietà e tolleranze
11.3.3.5.2.4 Controlli su singoli lotti di produzione
11.3.3.5.3 Controlli nei centri di trasformazione
11.3.3.5.4 Controlli di accettazione in cantiere
11.3.3.5.5 Prodotti inguainati o inguainati e cerati.
11.3.3.5.6 Prodotti zincati.
11.3.3.5.7 Certificati di prova rilasciati dal laboratorio di cui all’art. 59 del DPR 380/2001.
11.3.4. ACCIAIO PER STRUTTURE METALLICHE E PER STRUTTURE COMPOSTE
11.3.4.1 GENERALITÀ
11.3.4.2 ACCIAI LAMINATI
11.3.4.2.1 Controlli sui prodotti laminati
11.3.4.2.2 Fornitura dei prodotti laminati
11.3.4.3 ACCIAIO PER GETTI
11.3.4.4 ACCIAIO PER STRUTTURE SALDATE
11.3.4.5 PROCESSO DI SALDATURA
11.3.4.6 BULLONI E CHIODI
11.3.4.6.1 Bulloni “non a serraggio controllato”
11.3.4.6.2 Bulloni “a serraggio controllato”
11.3.4.6.3 Elementi di collegamento in acciaio inossidabile
11.3.4.6.4 Chiodi
11.3.4.7 CONNETTORI A PIOLO
11.3.4.8 ACCIAI INOSSIDABILI
11.3.4.9 ACCIAI DA CARPENTERIA PER STRUTTURE SOGGETTE AD AZIONI SISMICHE
11.3.4.10 CENTRI DI TRASFORMAZIONE E CENTRI DI PRODUZIONE DI ELEMENTI SERIALI IN ACCIAIO
11.3.4.11 PROCEDURE DI CONTROLLO SU ACCIAI DA CARPENTERIA
11.3.4.11.1 Controlli in stabilimento di produzione
11.3.4.11.1.1 Suddivisione dei prodotti
11.3.4.11.1.2 Prove di qualificazione
11.3.4.11.1.3 Controllo continuo della qualità della produzione
11.3.4.11.1.4 Verifica periodica della qualità
11.3.4.11.1.5 Controlli su singole colate
11.3.4.11.2 Controlli nei centri di trasformazione e nei centri di produzione di elementi tipologici in acciaio
11.3.4.11.2.1 Centri di produzione di lamiere grecate e profilati formati a freddo
11.3.4.11.2.2 Centri di prelavorazione di componenti strutturali
11.3.4.11.2.3 Officine per la produzione di carpenterie metalliche
11.3.4.11.2.4 Officine per la produzione di bulloni e chiodi
11.3.4.11.3 Controlli di accettazione in cantiere
11.4. ANCORANTI PER USO STRUTTURALE E GIUNTI DI DILATAZIONE
11.4.1. ANCORANTI PER USO STRUTTURALE
11.4.2. GIUNTI DI DILATAZIONE STRADALE
11.5. SISTEMI DI PRECOMPRESSIONE A CAVI POST-TESI E TIRANTI DI ANCORAGGIO
11.5.1. SISTEMI DI PRECOMPRESSIONE A CAVI POST TESI
11.5.2. TIRANTI DI ANCORAGGIO PER USO GEOTECNICO
11.7. MATERIALI E PRODOTTI A BASE DI LEGNO
11.7.1 GENERALITÀ
11.7.1.1 PROPRIETÀ DEI MATERIALI
11.7.2 LEGNO MASSICCIO
11.7.3 LEGNO STRUTTURALE CON GIUNTI A DITA
11.7.4. LEGNO LAMELLARE INCOLLATO E LEGNO MASSICCIO INCOLLATO
11.7.5 PANNELLI A BASE DI LEGNO
11.7.6 ALTRI PRODOTTI DERIVATI DAL LEGNO PER USO STRUTTURALE
11.7.7 ADESIVI
11.7.7.1 ADESIVI PER ELEMENTI INCOLLATI IN STABILIMENTO
11.7.7.2 ADESIVI PER GIUNTI REALIZZATI IN CANTIERE
11.7.8 ELEMENTI MECCANICI DI COLLEGAMENTO
11.7.9 DURABILITÀ DEL LEGNO E DERIVATI
11.7.9.1 GENERALITÀ
11.7.9.2 REQUISITI DI DURABILITÀ NATURALE DEI MATERIALI A BASE DI LEGNO
11.7.10 PROCEDURE DI IDENTIFICAZIONE, QUALIFICAZIONE E ACCETTAZIONE
11.7.10.1 DISPOSIZIONI GENERALI
11.7.10.1.1 Identificazione e rintracciabilità dei prodotti qualificati
11.7.10.1.2 Forniture, documentazione di accompagnamento, controlli di accettazione in cantiere
11.7.10.2 CONTROLLO DI ACCETTAZIONE IN CANTIERE
11.8. COMPONENTI PREFABBRICATI IN C.A. E C.A.P.
11.8.1. GENERALITÀ
11.8.2. REQUISITI MINIMI DEGLI STABILIMENTI E DEGLI IMPIANTI DI PRODUZIONE
11.8.3. CONTROLLO DI PRODUZIONE
11.8.3.1 CONTROLLO SUI MATERIALI PER ELEMENTI DI SERIE
11.8.3.2 CONTROLLO DI PRODUZIONE IN SERIE CONTROLLATA
11.8.3.3 PROVE INIZIALI DI TIPO PER ELEMENTI IN SERIE CONTROLLATA
11.8.3.4 MARCHIATURA
11.8.4. PROCEDURE DI QUALIFICAZIONE
11.8.4.1 QUALIFICAZIONE DELLO STABILIMENTO
11.8.4.2 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE DICHIARATA
11.8.4.3 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE CONTROLLATA
11.8.4.4 SOSPENSIONI E REVOCHE
11.8.5. DOCUMENTI DI ACCOMPAGNAMENTO
11.8.6. DISPOSITIVI MECCANICI DI COLLEGAMENTO
11.9. DISPOSITIVI ANTISISMICI E DI CONTROLLO DELLE VIBRAZIONI
11.9.1. TIPOLOGIE DI DISPOSITIVI
11.9.2. PROCEDURA DI QUALIFICAZIONE
11.9.3. PROCEDURA DI ACCETTAZIONE
11.9.4. DISPOSITIVI A COMPORTAMENTO LINEARE
11.9.4.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.9.5. DISPOSITIVI A COMPORTAMENTO NON LINEARE
11.9.5.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.9.6. DISPOSITIVI A COMPORTAMENTO VISCOSO
11.9.6.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.9.7. ISOLATORI ELASTOMERICI
11.9.7.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.9.8. ISOLATORI A SCORRIMENTO
11.9.8.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.9.9. DISPOSITIVI A VINCOLO RIGIDO DEL TIPO A “FUSIBILE”
11.9.9.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.9.10. DISPOSITIVI (DINAMICI) DI VINCOLO PROVVISORIO
11.9.10.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
11.10. MURATURA PORTANTE
11.10.1. ELEMENTI PER MURATURA
11.10.1.1 PROVE DI ACCETTAZIONE
11.10.1.1.1 Resistenza a compressione degli elementi resistenti artificiali o naturali
11.10.2. MALTE PER MURATURA
11.10.2.1 MALTE A PRESTAZIONE GARANTITA
11.10.2.2 MALTE A COMPOSIZIONE PRESCRITTA
11.10.2.3 MALTE PRODOTTE IN CANTIERE
11.10.2.4 PROVE DI ACCETTAZIONE
11.10.3. DETERMINAZIONE DEI PARAMETRI MECCANICI DELLA MURATURA
11.10.3.1 RESISTENZA A COMPRESSIONE
11.10.3.1.1 Determinazione sperimentale della resistenza a compressione
11.10.3.1.2 Stima della resistenza a compressione
11.10.3.2 RESISTENZA CARATTERISTICA A TAGLIO IN ASSENZA DI TENSIONI NORMALI
11.10.3.2.1 Determinazione sperimentale della resistenza a taglio
11.10.3.2.2 Stima della resistenza a taglio
11.10.3.3 RESISTENZA CARATTERISTICA A TAGLIO
11.10.3.4 MODULI DI ELASTICITÀ SECANTI
11.1. GENERALITÀ
Si definiscono materiali e prodotti per uso strutturale, utilizzati nelle opere soggette alle presenti norme, quelli che consentono ad un’opera ove questi sono incorporati permanentemente di soddisfare in maniera prioritaria il requisito base delle opere n.1 “Resistenza meccanica e stabilità” di cui all’Allegato I del Regolamento UE 305/2011 .
I materiali ed i prodotti per uso strutturale devono rispondere ai requisiti indicati nel seguito.
I materiali e prodotti per uso strutturale devono essere:
– identificati univocamente a cura del fabbricante, secondo le procedure di seguito richiamate;
– qualificati sotto la responsabilità del fabbricante, secondo le procedure di seguito richiamate;
– accettati dal Direttore dei lavori mediante acquisizione e verifica della documentazione di identificazione e qualificazione, nonché mediante eventuali prove di accettazione.
In particolare, per quanto attiene l’identificazione e la qualificazione, possono configurarsi i seguenti casi:
A) materiali e prodotti per i quali sia disponibile, per l’uso strutturale previsto, una norma europea armonizzata il cui riferimento sia pubblicato su GUUE. Al termine del periodo di coesistenza il loro impiego nelle opere è possibile soltanto se corredati della “Dichiarazione di Prestazione” e della Marcatura CE, prevista al Capo II del Regolamento UE 305/2011;
B) materiali e prodotti per uso strutturale per i quali non sia disponibile una norma europea armonizzata oppure la stessa ricada nel periodo di coesistenza, per i quali sia invece prevista la qualificazione con le modalità e le procedure indicate nelle presenti norme. E’ fatto salvo il caso in cui, nel periodo di coesistenza della specifica norma armonizzata, il fabbricante abbia volontariamente optato per la Marcatura CE;
C) materiali e prodotti per uso strutturale non ricadenti in una delle tipologie A) o B. In tali casi il fabbricante dovrà pervenire alla Marcatura CE sulla base della pertinente “Valutazione Tecnica Europea” (ETA), oppure dovrà ottenere un “Certificato di Valutazione Tecnica” rilasciato dal Presidente del Consiglio Superiore dei Lavori Pubblici, previa istruttoria del Servizio Tecnico Centrale, anche sulla base di Linee Guida approvate dal Consiglio Superiore dei Lavori Pubblici, ove disponibili;
con decreto del Presidente del Consiglio Superiore dei Lavori Pubblici, su conforme parere della competente Sezione, sono approvate Linee Guida relative alle specifiche procedure per il rilascio del “Certificato di Valutazione Tecnica”.
Nel caso C), qualora il fabbricante preveda l’impiego dei prodotti strutturali anche con funzioni di compartimentazione antincendio, dichiarando anche la prestazione in relazione alla caratteristica essenziale resistenza al fuoco, le Linee Guida sono elaborate dal Servizio Tecnico Centrale di concerto, per la valutazione di tale specifico aspetto, con il Dipartimento dei Vigili del Fuoco, del Soccorso Pubblico e della difesa Civile del Ministero dell’Interno.
Il Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici pubblica periodicamente l’elenco delle Linee Guida per il rilascio della Certificazione di Valutazione Tecnica di specifici prodotti.
Ad eccezione di quelli in possesso di Marcatura CE, possono essere impiegati materiali o prodotti conformi ad altre specifiche tecniche qualora dette specifiche garantiscano un livello di sicurezza equivalente a quello previsto nelle presenti norme. Tale equivalenza sarà accertata attraverso procedure all’uopo stabilite dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici, sentito lo stesso Consiglio Superiore.
Al fine di dimostrare l’identificazione, la qualificazione e la tracciabilità dei materiali e prodotti per uso strutturale, il fabbricante, o altro eventuale operatore economico (importatore, distributore o mandatario come definiti ai sensi dell’articolo 2 del Regolamento UE 305/2011), secondo le disposizioni e le competenze di cui al Capo III del Regolamento UE n.305/2011, è tenuto a fornire copia della sopra richiamata documentazione di identificazione e qualificazione (casi A, B o C), i cui estremi devono essere riportati anche sui documenti di trasporto, dal fabbricante fino al cantiere, comprese le eventuali fasi di commercializzazione intermedia, riferiti alla specifica fornitura.
Nel redigere la “Dichiarazione di Prestazione” e la documentazione di qualificazione, il fabbricante si assume la responsabilità della conformità del prodotto da costruzione alle prestazioni dichiarate. Inoltre, il fabbricante dichiara di assumersi la responsabilità della conformità del prodotto da costruzione alla “Dichiarazione dei Prestazione” o alla documentazione di qualificazione ed a tutti i requisiti applicabili.
Per ogni materiale o prodotto identificato e qualificato mediante Marcatura CE è onere del Direttore dei Lavori, in fase di accettazione, accertarsi del possesso della marcatura stessa e richiedere copia della documentazione di marcatura CE e della Dichiarazione di Prestazione di cui al Capo II del Regolamento UE 305/2011, nonché – qualora ritenuto necessario, ai fini della verifica di quanto sopra - copia del certificato di costanza della prestazione del prodotto o di conformità del controllo della produzione in fabbrica, di cui al Capo IV ed Allegato V del Regolamento UE 305/2011, rilasciato da idoneo organismo notificato ai sensi del Capo VII dello stesso Regolamento (UE) 305/2011.
Per i prodotti non qualificati mediante la Marcatura CE, il Direttore dei Lavori dovrà accertarsi del possesso e del regime di validità della documentazione di qualificazione (caso B) o del Certificato di Valutazione Tecnica (caso C). I fabbricanti possono usare come Certificati di Valutazione Tecnica i Certificati di Idoneità tecnica all’impiego, già rilasciati dal Servizio Tecnico Centrale prima dell’entrata in vigore delle presenti norme tecniche, fino al termine della loro validità.
Sarà inoltre onere del Direttore dei Lavori, nell’ambito dell’accettazione dei materiali prima della loro installazione, verificare che tali prodotti corrispondano a quanto indicato nella documentazione di identificazione e qualificazione, nonché accertare l’idoneità all’uso specifico del prodotto mediante verifica delle prestazioni dichiarate per il prodotto stesso nel rispetto dei requisiti stabiliti dalla normativa tecnica applicabile per l’uso specifico e dai documenti progettuali, con particolare riferimento alla Relazione sui materiali, di cui al § 10.1.
La mancata rispondenza alle prescrizioni sopra riportate comporta il divieto di impiego del materiale o prodotto.
Al termine dei lavori che interessano gli elementi strutturali, il Direttore dei Lavori predispone, nell’ambito della Relazione a struttura ultimata di cui all’articolo 65 del DPR.380/01, una sezione specifica relativa ai controlli e prove di accettazione sui materiali e prodotti strutturali, nella quale sia data evidenza documentale riguardo all’identificazione e qualificazione dei materiali e prodotti, alle prove di accettazione ed alle eventuali ulteriori valutazioni sulle prestazioni.
Il Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici potrà effettuare attività di vigilanza presso i cantieri e i luoghi di lavorazione per verificare la corretta applicazione delle presenti disposizioni, ai sensi del Capo V del D.Lgs. 106/2017 e del Capo VIII del Regolamento UE 305/2011.
Le prove su materiali e prodotti, a seconda delle specifiche procedure applicabili, come specificato di volta in volta nel seguito, devono generalmente essere effettuate da:
a) laboratori di prova notificati ai sensi del Capo VII del Regolamento UE 305/2011;
b) laboratori di cui all’art. 59 del DPR 380/2001;
c) altri laboratori, dotati di adeguata competenza ed idonee attrezzature, previo nulla osta del Servizio Tecnico Centrale;
Qualora si applichino specifiche tecniche europee armonizzate, ai fini della marcatura CE, le attività di certificazione di prodotto o del controllo di produzione in fabbrica e di prova dovranno essere eseguite dai soggetti previsti dal relativo sistema di valutazione e verifica della costanza delle prestazioni, di cui al Capo IV ed Allegato V del Regolamento UE 305/2011, applicabile al prodotto.
I fabbricanti di materiali, prodotti o componenti disciplinati nella presente norma devono dotarsi di adeguate procedure di controllo di produzione in fabbrica. Per controllo di produzione nella fabbrica si intende il controllo permanente della produzione, effettuato dal fabbricante. Tutte le procedure e le disposizioni adottate dal fabbricante devono essere documentate sistematicamente ed essere a disposizione di qualsiasi soggetto od ente di controllo che ne abbia titolo.
Qualora il fabbricante non sia stabilito sul territorio dell’Unione Europea, questi dovrà nominare un mandatario stabilito sul territorio dell’Unione autorizzato ad agire per conto del Fabbricante in relazione ai compiti indicati nel mandato, nel rispetto dell’articolo 12 del Regolamento (UE) n. 305/2011.
Il richiamo alle specifiche tecniche armonizzate, di cui al Regolamento UE 305/2011, contenuto nella presente norma deve intendersi riferito all’ultima versione aggiornata, salvo diversamente specificato. Il richiamo alle specifiche tecniche volontarie UNI, EN e ISO contenute nella presente norma deve intendersi riferito alla data di pubblicazione se indicata, oppure, laddove non indicata, all’ultima versione aggiornata. Con successivo provvedimento si aggiornano periodicamente gli elenchi delle specifiche tecniche volontarie UNI, EN ed ISO richiamate nella presente norma.
11.2. CALCESTRUZZO
Le Norme contenute nel presente paragrafo si applicano al calcestruzzo per usi strutturali, armato e non, normale e precompresso di cui al § 4.1.
11.2.1. SPECIFICHE PER IL CALCESTRUZZO
La prescrizione del calcestruzzo all’atto del progetto deve essere caratterizzata almeno mediante la classe di resistenza, la classe di consistenza al getto ed il diametro massimo dell’aggregato, nonché la classe di esposizione ambientale, di cui alla norma UNI EN 206:2016. Nel caso di impiego di armature di pre- o post-tensione permanentemente incorporate nei getti è obbligatoria anche l’individuazione della classe di contenuto in cloruri. La classe di resistenza è contraddistinta dai valori caratteristici delle resistenze cubica Rck e cilindrica fck a compressione uniassiale, misurate rispettivamente su cubi di spigolo 150 mm e su cilindri di diametro 150 mm e di altezza 300 mm .
Inoltre, si dovranno dare indicazioni in merito ai processi di maturazione ed alle procedure di posa in opera, facendo utile riferimento alla norma UNI EN 13670, alle Linee Guida per la messa in opera del calcestruzzo strutturale ed alle Linee Guida per la valutazione delle caratteristiche del calcestruzzo in opera elaborate e pubblicate dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
La resistenza caratteristica a compressione è definita come la resistenza per la quale si ha il 5% di probabilità di trovare valori inferiori.
Nelle presenti norme la resistenza caratteristica designa quella dedotta da prove su provini come sopra descritti, confezionati e stagionati come specificato al § 11.2.4, eseguite a 28 giorni di maturazione. Potranno essere indicati altri tempi di maturazione a cui riferire le misure di resistenza ed il corrispondente valore caratteristico. Inoltre, si dovrà tener conto degli effetti prodotti da eventuali processi accelerati di maturazione.
Il conglomerato per il getto delle strutture di un’opera o di parte di essa si considera omogeneo ai fini del controllo (secondo le prestazioni), se possiede le medesime caratteristiche prestazionali (classe di resistenza e classe di esposizione).
11.2.2. CONTROLLI DI QUALITÀ DEL CALCESTRUZZO
Il calcestruzzo deve essere prodotto in regime di controllo di qualità, con lo scopo di garantire che rispetti le prescrizioni definite in sede di progetto.
Il controllo si articola nelle seguenti fasi:
Valutazione preliminare
Serve a determinare, prima dell’inizio della costruzione delle opere, la miscela per produrre il calcestruzzo in accordo con le prescrizioni di progetto.
Controllo di produzione
Riguarda il controllo da eseguire sul calcestruzzo durante la produzione con processo industrializzato del calcestruzzo stesso.
Controllo di accettazione
Riguarda il controllo da eseguire sul calcestruzzo utilizzato per l’esecuzione dell’opera, con prelievo effettuato contestualmente al getto dei relativi elementi strutturali.
Prove complementari
Sono prove che vengono eseguite, ove necessario, a complemento delle prove di accettazione.
Le prove di accettazione e le eventuali prove complementari, compresi i carotaggi di cui al punto 11.2.6, devono essere eseguite e certificate dai laboratori di cui all’art. 59 del DPR n. 380/2001.
Il costruttore resta comunque responsabile della qualità del calcestruzzo posto in opera, che sarà controllata dal Direttore dei Lavori, secondo le procedure di cui al § 11.2.5.
11.2.3. VALUTAZIONE PRELIMINARE
Il costruttore, prima dell’inizio della costruzione dell’opera, deve effettuare idonee prove preliminari di studio ed acquisire idonea documentazione relativa ai componenti, per ciascuna miscela omogenea di calcestruzzo da utilizzare, al fine di ottenere le prestazioni richieste dal progetto.
Nel caso di forniture provenienti da impianto di produzione industrializzata con certificato di controllo della produzione in fabbrica previsto al § 11.2.8, tale documentazione è costituita da quella di identificazione, qualificazione e controllo dei prodotti da fornire.
Il Direttore dei Lavori ha l'obbligo di acquisire, prima dell'inizio della costruzione, la documentazione relativa alla valutazione preliminare delle prestazioni e di accettare le tipologie di calcestruzzo da fornire, con facoltà di far eseguire ulteriori prove preliminari.
Il Direttore dei Lavori ha comunque l'obbligo di eseguire controlli sistematici in corso d’opera per verificare la corrispondenza delle caratteristiche del calcestruzzo fornito rispetto a quelle stabilite dal progetto.
11.2.4. PRELIEVO E PROVA DEI CAMPIONI
Un prelievo consiste nel prelevare dagli impasti, al momento della posa in opera ed alla presenza del Direttore dei Lavori o di persona di sua fiducia, il calcestruzzo necessario per la confezione di un gruppo di due provini.
La media delle resistenze a compressione dei due provini di un prelievo rappresenta la “Resistenza di prelievo” che costituisce il valore mediante il quale vengono eseguiti i controlli del calcestruzzo. Il prelievo non viene accettato se la differenza fra i valori di resistenza dei due provini supera il 20% del valore inferiore; in tal caso si applicano le procedure di cui al §11.2.5.3.
È obbligo del Direttore dei Lavori prescrivere ulteriori prelievi rispetto al numero minimo, di cui ai successivi paragrafi, tutte le volte che variazioni di qualità e/o provenienza dei costituenti dell’impasto possano far presumere una variazione di qualità del calcestruzzo stesso, tale da non poter più essere considerato omogeneo.
Per la preparazione, la forma, le dimensioni e la stagionatura dei provini di calcestruzzo vale quanto indicato nelle norme UNI EN 12390-1:2012 e UNI EN 12390-2:2009.
Circa il procedimento da seguire per la determinazione della resistenza a compressione dei provini di calcestruzzo vale quanto indicato nelle norme UNI EN 12390-3:2009 e UNI EN 12390-4:2002.
Circa il procedimento da seguire per la determinazione della massa volumica vale quanto indicato nella norma UNI EN 12390-7:2009.
11.2.5. CONTROLLO DI ACCETTAZIONE
Il controllo di accettazione è eseguito dal Direttore dei Lavori su ciascuna miscela omogenea e si configura, in funzione del quantitativo di calcestruzzo in accettazione, nel:
– controllo di tipo A di cui al § 11.2.5.1;
– controllo di tipo B di cui al § 11.2.5.2.
Il controllo di accettazione è positivo ed il quantitativo di calcestruzzo accettato se risultano verificate le disuguaglianze di cui alla Tab. 11.2.I seguente:
Tab. 11.2.I
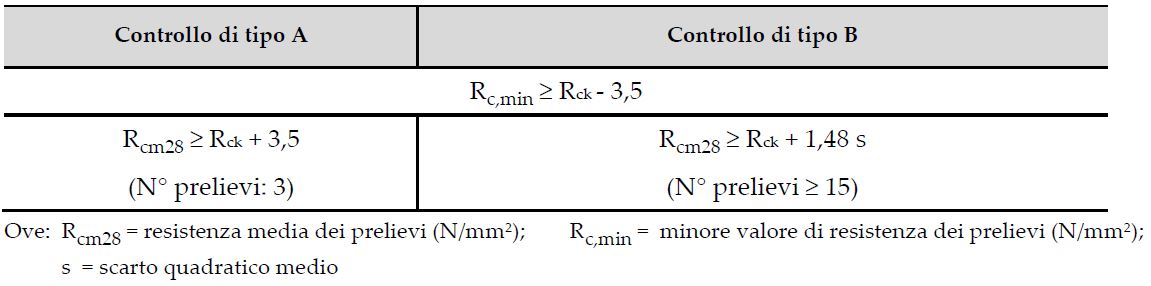
11.2.5.1 CONTROLLO DI TIPO A
Ogni controllo di tipo A è riferito ad un quantitativo di miscela omogenea non maggiore di 300 m³ ed è costituito da tre prelievi, ciascuno dei quali eseguito su un massimo di 100 m³ di getto di miscela omogenea. Risulta quindi un controllo di accettazione ogni 300 m³ massimo di getto. Per ogni giorno di getto va comunque effettuato almeno un prelievo.
Nelle costruzioni con meno di 100 m³ di getto di miscela omogenea, fermo restando l’obbligo di almeno 3 prelievi e del rispetto delle limitazioni di cui sopra, è consentito derogare dall’obbligo di prelievo giornaliero.
11.2.5.2 CONTROLLO DI TIPO B
Nella realizzazione di opere strutturali che richiedano l’impiego di più di 1500 m³ di miscela omogenea è obbligatorio il controllo
di accettazione di tipo statistico (tipo B).
Il controllo è riferito ad una miscela omogenea e va eseguito con frequenza non minore di un controllo ogni 1500 m³ di calcestruzzo.
Ogni controllo di accettazione di tipo B è costituito da almeno 15 prelievi, ciascuno dei quali eseguito su 100 m³ di getto di miscela omogenea. Per ogni giorno di getto va comunque effettuato almeno un prelievo.
Se si eseguono controlli statistici accurati, l’interpretazione dei risultati sperimentali può essere svolta con i metodi completi dell’analisi statistica assumendo la legge di distribuzione più corretta e il suo valor medio, unitamente al coefficiente di variazione (rapporto tra deviazione standard e valore medio). Non sono accettabili calcestruzzi con coefficiente di variazione superiore a 0,3. Per calcestruzzi con coefficiente di variazione (s/Rm) superiore a 0,15 occorrono controlli più accurati, integrati con prove complementari di cui al §11.2.7.
Infine, la resistenza caratteristica Rck di progetto dovrà essere minore del valore sperimentale corrispondente al frattile inferiore 5% delle resistenze di prelievo e la resistenza minima di prelievo Rc,min dovrà essere maggiore del valore corrispondente al frattile inferiore 1%.
11.2.5.3 PRESCRIZIONI COMUNI PER ENTRAMBI I CRITERI DI CONTROLLO
Il prelievo dei provini per il controllo di accettazione va eseguito alla presenza del Direttore dei Lavori o di un tecnico di sua fiducia che provvede alla redazione di apposito verbale di prelievo e dispone l’identificazione dei provini mediante sigle, etichettature indelebili, ecc.; la certificazione effettuata dal laboratorio prove materiali deve riportare riferimento a tale verbale.
Il laboratorio incaricato di effettuare le prove sul calcestruzzo provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
La domanda di prove al laboratorio deve essere sottoscritta dal Direttore dei Lavori e deve contenere precise indicazioni sulla posizione delle strutture interessate da ciascun prelievo.
Le prove non richieste dal Direttore dei Lavori non possono fare parte dell’insieme statistico che serve per la determinazione della resistenza caratteristica del materiale.
Le prove a compressione vanno eseguite conformemente alle norme UNI EN 12390-3:2009, tra il 28° e il 30° giorno di maturazione e comunque entro 45 giorni dalla data di prelievo. In caso di mancato rispetto di tali termini le prove di compressione vanno integrate da quelle riferite al controllo della resistenza del calcestruzzo in opera.
I certificati di prova emessi dai laboratori devono contenere almeno:
– l’identificazione del laboratorio che rilascia il certificato;
– una identificazione univoca del certificato (numero di serie e data di emissione) e di ciascuna sua pagina, oltre al numero totale di pagine;
– l’identificazione del committente dei lavori in esecuzione e del cantiere di riferimento;
– il nominativo del Direttore dei Lavori che richiede la prova;
– la descrizione, l’identificazione e la data di prelievo dei campioni da provare;
– la data di ricevimento dei campioni e la data di esecuzione delle prove;
– l’identificazione delle specifiche di prova o la descrizione del metodo o procedura adottata, con l’indicazione delle norme di
riferimento per l’esecuzione della stessa;
– le dimensioni effettivamente misurate dei campioni provati, dopo eventuale rettifica;
– le modalità di rottura dei campioni;
– la massa volumica del campione;
– i valori delle prestazioni misurate.
Per gli elementi prefabbricati di serie, realizzati con processo industrializzato, sono valide le specifiche indicazioni di cui al § 11.8.3.1
L’opera o la parte di opera realizzata con il calcestruzzo non conforme ai controlli di accettazione non può essere accettata finché la non conformità non è stata definitivamente risolta. Il costruttore deve procedere ad una verifica delle caratteristiche del calcestruzzo messo in opera mediante l’impiego di altri mezzi d’indagine, secondo quanto prescritto dal Direttore dei Lavori e conformemente a quanto indicato nel successivo § 11.2.6. Qualora i suddetti controlli confermino la non conformità del calcestruzzo, si deve procedere, sentito il progettista, ad un controllo teorico e/o sperimentale della sicurezza della struttura interessata dal quantitativo di calcestruzzo non conforme, sulla base della resistenza ridotta del calcestruzzo.
Qualora non fosse possibile effettuare la suddetta verifica delle caratteristiche del calcestruzzo, oppure i risultati del controllo teorico e/o sperimentale non risultassero soddisfacenti, si può: conservare l’opera o parte di essa per un uso compatibile con le diminuite caratteristiche prestazionali accertate, eseguire lavori di consolidamento oppure demolire l’opera o parte di essa.
I controlli di accettazione sono obbligatori ed il collaudatore è tenuto a verificarne la validità, qualitativa e quantitativa; ove ciò non fosse rispettato, il collaudatore è tenuto a far eseguire delle prove che attestino le caratteristiche del calcestruzzo, seguendo la medesima procedura che si applica quando non risultino rispettati i limiti fissati dai controlli di accettazione.
11.2.6. CONTROLLO DELLA RESISTENZA DEL CALCESTRUZZO IN OPERA
La resistenza del calcestruzzo nella struttura dipende dalla resistenza del calcestruzzo messo in opera, dalla sua posa e costipazione, dalle condizioni ambientali durante il getto e dalla maturazione.
Nel caso in cui:
a) le resistenze a compressione dei provini prelevati durante il getto non soddisfino i criteri di accettazione della resistenza caratteristica prevista nel progetto, oppure
b) sorgano dubbi sulle modalità di confezionamento, conservazione, maturazione e prova dei provini di calcestruzzo, oppure
c) sorgano dubbi sulle modalità di posa in opera, compattazione e maturazione del calcestruzzo, oppure
d) si renda necessario valutare a posteriori le proprietà di un calcestruzzo precedentemente messo in opera,
si può procedere ad una valutazione delle caratteristiche di resistenza attraverso una serie di prove sia distruttive che non distruttive.
Tali prove non sono, in ogni caso, sostitutive dei controlli di accettazione, ma potranno servire al Direttore dei Lavori od al collaudatore per formulare un giudizio sul calcestruzzo in opera.
Il valore caratteristico della resistenza del calcestruzzo in opera (definita come resistenza caratteristica in situ, Rckis o fckis) è in genere minore del valore della resistenza caratteristica assunta in fase di progetto Rck o fck. Per i soli aspetti relativi alla sicurezza strutturale e senza pregiudizio circa eventuali carenze di durabilità, è accettabile un valore caratteristico della resistenza in situ non inferiore all’85% della resistenza caratteristica assunta in fase di progetto. Per la modalità di determinazione della resistenza a compressione in situ, misurata con tecniche opportune (distruttive e non distruttive), si potrà fare utile riferimento alle norme UNI EN 12504-1, UNI EN 12504-2, UNI EN 12504-3, UNI EN 12504-4. La resistenza caratteristica in situ va calcolata secondo quanto previsto nella norma UNI EN 13791:2008, ai §§ 7.3.2 e 7.3.3, considerando l’approccio B se il numero di carote è minore di 15, oppure l’approccio A se il numero di carote è non minore di 15, in accordo alle Linee Guida per la messa in opera del calcestruzzo strutturale e per la valutazione delle caratteristiche meccaniche del calcestruzzo elaborate e pubblicate dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
11.2.7. PROVE COMPLEMENTARI
Sono prove che eventualmente si eseguono al fine di stimare la resistenza del calcestruzzo in corrispondenza di particolari fasi di costruzione (precompressione, messa in opera) o in condizioni particolari di utilizzo (temperature eccezionali, ecc.).
Il procedimento di controllo è uguale a quello dei controlli di accettazione.
Tali prove non possono essere sostitutive dei controlli di accettazione che vanno riferiti a provini confezionati e maturati secondo le prescrizioni del punto 11.2.4.
I risultati di tali prove potranno servire al Direttore dei Lavori od al collaudatore per formulare un giudizio sul calcestruzzo in opera.
11.2.8. PRESCRIZIONI RELATIVE AL CALCESTRUZZO CONFEZIONATO CON PROCESSO INDUSTRIALIZZATO
Per calcestruzzo confezionato con processo industrializzato si intende quello prodotto mediante impianti, strutture e tecniche organizzate sia in cantiere che in uno stabilimento esterno al cantiere stesso.
Gli impianti per la produzione con processo industrializzato del calcestruzzo disciplinato dalle presenti norme devono essere idonei ad una produzione costante, disporre di apparecchiature adeguate per il confezionamento, nonché di personale esperto e di attrezzature idonee a provare, valutare e mantenere la qualità del prodotto.
Gli impianti devono dotarsi di un sistema permanente di controllo interno della produzione allo scopo di assicurare che il prodotto risponda ai requisiti previsti dalle presenti norme e che tale rispondenza sia costantemente mantenuta fino all’impiego.
Il sistema di controllo della produzione di calcestruzzo confezionato con processo industrializzato in impianti di un fornitore, predisposto in coerenza con la norma UNI EN ISO 9001, deve fare riferimento alle specifiche indicazioni contenute nelle Linee Guida per la produzione, il trasporto ed il controllo del calcestruzzo preconfezionato elaborate dal Servizio Tecnico Centrale del Consiglio Superiore dei LL.PP.
Detto sistema di controllo deve essere certificato da organismi terzi indipendenti che operano in coerenza con la norma UNI CEI EN ISO/IEC 17021-1, autorizzati dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici sulla base di criteri appositamente emanati dal Consiglio Superiore dei Lavori Pubblici.
I documenti che accompagnano ogni fornitura di calcestruzzo confezionato con processo industrializzato devono indicare gli estremi di tale certificazione.
Nel caso in cui l’impianto di produzione industrializzata appartenga al costruttore nell’ambito di uno specifico cantiere, la certificazione di cui sopra non è richiesta se il sistema di gestione della qualità del costruttore - predisposto in coerenza con la norma UNI EN ISO 9001 e certificato da un organismo accreditato - prevede l’esistenza e l’applicazione di un sistema di controllo della produzione dell’impianto, conformemente alle specifiche indicazioni contenute nelle Linee Guida per la produzione, il trasporto ed il controllo del calcestruzzo preconfezionato elaborate dal Servizio Tecnico Centrale del Consiglio Superiore dei LL.PP.
Il Direttore dei Lavori, che è tenuto a verificare quanto sopra indicato ed a rifiutare le eventuali forniture provenienti da impianti non conformi, dovrà comunque effettuare le prove di accettazione previste al § 11.2.5 e ricevere, prima dell’inizio della fornitura, copia della certificazione del controllo del processo produttivo.
Per produzioni di calcestruzzo fino a 1500 m³ di miscela omogenea, effettuate direttamente in cantiere, mediante processi di produzione temporanei e non industrializzati, la stessa deve essere confezionata sotto la diretta responsabilità del costruttore. Il Direttore dei Lavori deve acquisire, prima dell’inizio della produzione, documentazione relativa ai criteri ed alle prove che hanno portato alla determinazione delle prestazioni di ciascuna miscela omogenea di conglomerato, così come indicato al § 11.2.3.
11.2.9. COMPONENTI DEL CALCESTRUZZO
11.2.9.1 LEGANTI
Nelle opere oggetto delle presenti norme devono impiegarsi esclusivamente i leganti idraulici previsti dalle disposizioni vigenti in materia, dotati di marcatura CE in conformità alla norma europea armonizzata UNI EN 197-1 oppure ad uno specifico ETA, purché idonei all’impiego previsto nonché, per quanto non in contrasto, conformi alle prescrizioni di cui alla Legge 26 maggio 1965 n. 595.
È escluso l’impiego di cementi alluminosi.
L’impiego dei cementi richiamati all’art. 1, lettera C della legge 26 maggio 1965 n. 595, è limitato ai calcestruzzi per sbarramenti di ritenuta.
Per la realizzazione di dighe ed altre simili opere massive dove è richiesto un basso calore di idratazione devono essere utilizzati i cementi speciali con calore di idratazione molto basso dotati di marcatura CE in conformità alla norma europea armonizzata UNI EN 14216.
I leganti idraulici, qualora immessi sul mercato da un distributore attraverso un centro di distribuzione, devono essere all’origine dotati della marcatura CE sopra richiamata. Il centro di distribuzione, così come definito nella norma UNI EN 197-2, deve possedere un'autorizzazione all'uso di detta marcatura concessa al distributore da un organismo di certificazione notificato, in base alle procedure della norma UNI EN 197-2, a dimostrazione che la conformità del prodotto marcato CE è stata mantenuta durante le fasi di trasporto, ricevimento, deposito, imballaggio e spedizione, unitamente alla sua qualità ed identità.
Qualora il calcestruzzo risulti esposto a condizioni ambientali chimicamente aggressive si devono utilizzare cementi con adeguate caratteristiche di resistenza alle specifiche azioni aggressive. Specificamente in ambiente solfatico si devono impiegare cementi resistenti ai solfati conformi alla norma europea armonizzata UNI EN 197-1 ed alla norma UNI 9156:1997 o, in condizioni di dilavamento, cementi resistenti al dilavamento conformi alla norma UNI 9606:2015.
11.2.9.2 AGGREGATI
Sono idonei alla produzione di calcestruzzo per uso strutturale gli aggregati ottenuti dalla lavorazione di materiali naturali, artificiali, oppure provenienti da processi di riciclo conformi alla norma europea armonizzata UNI EN 12620 e, per gli aggregati leggeri, alla norma europea armonizzata UNI EN 13055.
Il sistema di valutazione e verifica della costanza della prestazione, di tali aggregati, ai sensi del Regolamento UE 305/2011, è indicato nella seguente Tab. 11.2.II.
Tab. 11.2.II

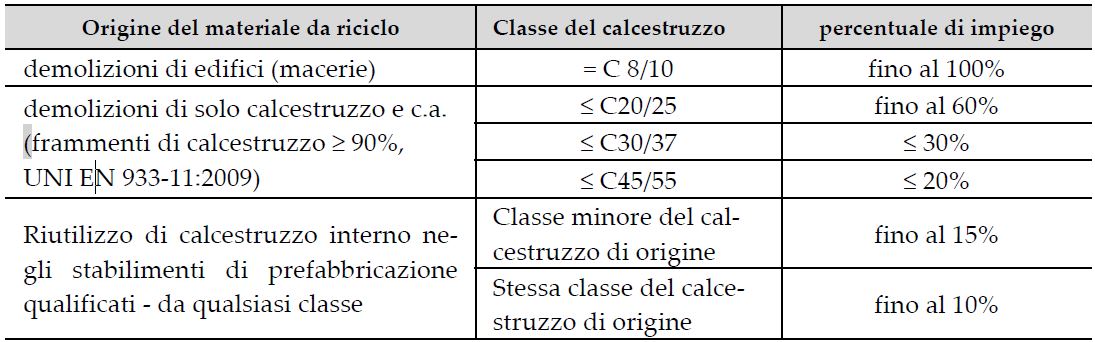
È consentito l’uso di aggregati grossi provenienti da riciclo, secondo i limiti di cui alla Tab. 11.2.III a condizione che la miscela di calcestruzzo, confezionato con aggregati riciclati, venga preliminarmente qualificata e documentata, nonché accettata in cantiere, attraverso le procedure di cui alle presenti norme.
Tab. 11.2.III
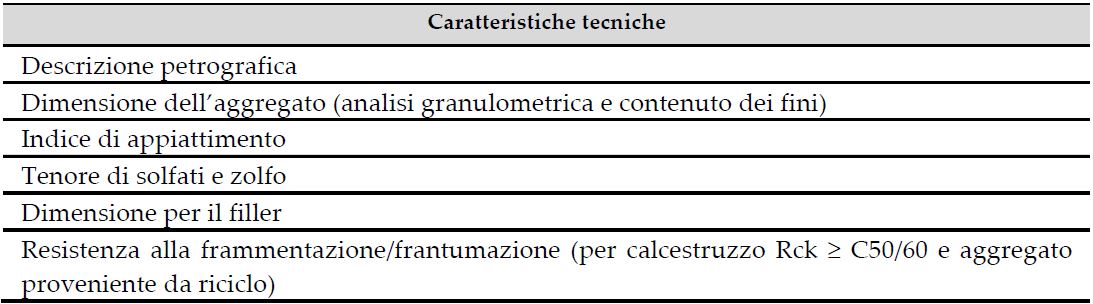
Per quanto riguarda i controlli di accettazione degli aggregati da effettuarsi a cura del Direttore dei Lavori, questi sono finalizzati almeno alla verifica delle caratteristiche tecniche riportate nella Tab. 11.2.IV. I metodi di prova da utilizzarsi sono quelli indicati nelle Norme Europee Armonizzate citate, in relazione a ciascuna caratteristica.
Tab. 11.2.IV
Il progetto, nelle apposite prescrizioni, potrà fare utile riferimento alle norme UNI 8520-1 e UNI 8520-2, al fine di individuare i limiti di accettabilità delle caratteristiche tecniche degli aggregati.
11.2.9.3 AGGIUNTE
Nei calcestruzzi è ammesso l’impiego di aggiunte, in particolare di ceneri volanti, loppe granulate d’altoforno e fumi di silice, purché non ne vengano modificate negativamente le caratteristiche prestazionali.
Le ceneri volanti devono soddisfare i requisiti della norma europea armonizzata UNI EN 450-1. Per quanto riguarda l’impiego si potrà fare utile riferimento ai criteri stabiliti dalle norme UNI EN 206 ed UNI 11104.
I fumi di silice devono soddisfare i requisiti della norma europea armonizzata UNI EN 13263-1.
11.2.9.4 ADDITIVI
Gli additivi devono essere conformi alla norma europea armonizzata UNI EN 934-2.
11.2.9.5 ACQUA DI IMPASTO
L’acqua di impasto, ivi compresa l’acqua di riciclo, deve essere conforme alla norma UNI EN 1008: 2003.
11.2.9.6 MISCELE PRECONFEZIONATE DI COMPONENTI PER CALCESTRUZZO
In assenza di specifica norma armonizzata europea, il fabbricante di miscele preconfezionate di componenti per calcestruzzi, cui sia da aggiungere in cantiere l’acqua di impasto, deve documentare per ogni componente utilizzato la conformità alla relativa norma armonizzata europea.
11.2.10. CARATTERISTICHE DEL CALCESTRUZZO
Le caratteristiche del calcestruzzo possono essere desunte, in sede di progettazione, dalle formulazioni indicate nei successivi punti. Per quanto non previsto si potrà fare utile riferimento alla Sezione 3 della norma UNI EN 1992-1-1:2005.
11.2.10.1 RESISTENZA A COMPRESSIONE
In sede di progetto strutturale si farà riferimento alla resistenza caratteristica a compressione su cubi Rck così come definita nel § 11.2.1.
Dalla resistenza cubica si passerà a quella cilindrica da utilizzare nelle verifiche mediante l’espressione:
![]()
Sempre in sede di previsioni progettuali, è possibile passare dal valore caratteristico al valor medio della resistenza cilindrica mediante l’espressione
![]()
11.2.10.2 RESISTENZA A TRAZIONE
La resistenza a trazione del calcestruzzo può essere determinata a mezzo di diretta sperimentazione, condotta su provini appositamente confezionati, secondo la norma UNI EN 12390-2:2009, per mezzo delle prove di seguito indicate:
– prove di trazione diretta;
– prove di trazione indiretta: (secondo UNI EN 12390-6:2010 o metodo dimostrato equivalente);
– prove di trazione per flessione: (secondo UNI EN 12390-5:2009 o metodo dimostrato equivalente).
In sede di progettazione si può assumere come resistenza media a trazione semplice (assiale) del calcestruzzo il valore (in N/mm²):

valori che dovranno essere ridotti del 10% in caso di utilizzo di aggregati grossi di riciclo nei limiti previsti dalla Tab. 11.2.III.
I valori caratteristici corrispondenti ai frattili 5% e 95% sono assunti, rispettivamente, pari a 0,7 fctm, ed 1,3 fctm.
Il valore medio della resistenza a trazione per flessione è assunto, in mancanza di sperimentazione diretta, pari a:
![]()
11.2.10.3 MODULO ELASTICO
Per modulo elastico istantaneo del calcestruzzo va assunto quello secante tra la tensione nulla e 0,40 fcm, determinato sulla base di apposite prove, da eseguirsi secondo la norma UNI EN 12390-13:2013.
In sede di progettazione si può assumere il valore:
![]()
che dovrà essere ridotto del 20% in caso di utilizzo di aggregati grossi di riciclo nei limiti previsti dalla Tab. 11.2.III. Tale formula non è applicabile ai calcestruzzi maturati a vapore. Essa non è da considerarsi vincolante nell’interpretazione dei controlli sperimentali delle strutture.
11.2.10.4 COEFFICIENTE DI POISSON
Per il coefficiente di Poisson può adottarsi, a seconda dello stato di sollecitazione, un valore compreso tra 0 (calcestruzzo fessurato) e 0,2 (calcestruzzo non fessurato).
11.2.10.5 COEFFICIENTE DI DILATAZIONE TERMICA
Il coefficiente di dilatazione termica del calcestruzzo può essere determinato a mezzo di apposite prove, da eseguirsi secondo la norma UNI EN 1770:2000.
In sede di progettazione strutturale, o in mancanza di una determinazione sperimentale diretta, per il coefficiente di dilatazione termica del calcestruzzo può assumersi un valor medio pari a 10 x 10-6 °C-1, fermo restando che tale grandezza dipende dal tipo di calcestruzzo considerato (rapporto aggregati/legante, tipi di aggregati, ecc.) e può assumere valori anche sensibilmente diversi da quello indicato.
11.2.10.6 RITIRO
La deformazione assiale per ritiro del calcestruzzo può essere determinata a mezzo di apposite prove, da eseguirsi secondo la norma UNI 11307:2008.
In sede di progettazione strutturale, e quando non si ricorra ad additivi speciali, il ritiro del calcestruzzo può essere valutato sulla base delle indicazioni di seguito fornite.
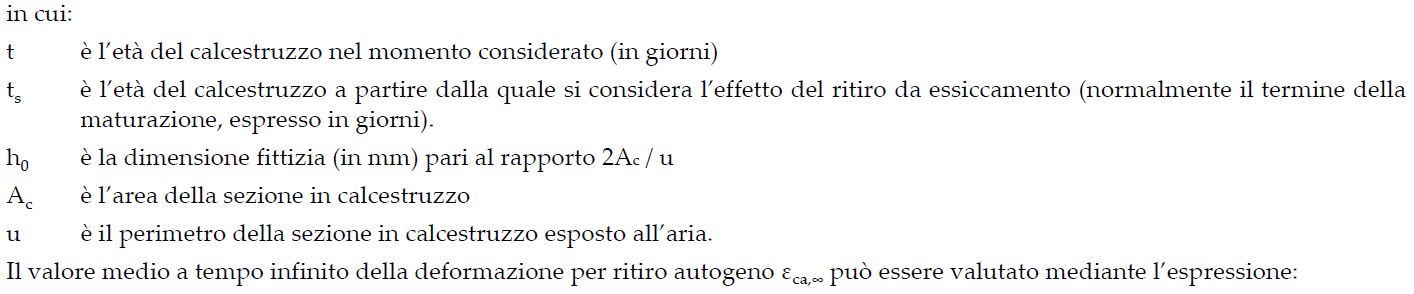
La deformazione totale da ritiro si può esprimere come:
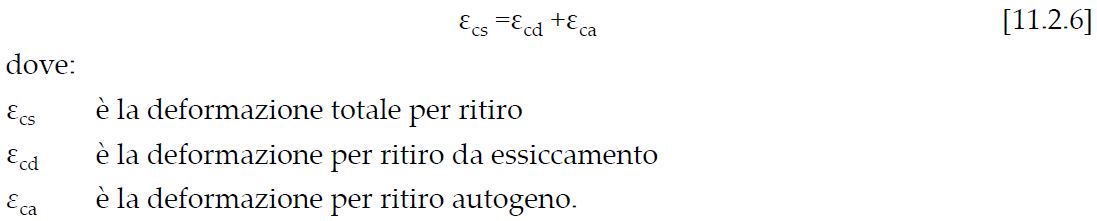
Il valore medio a tempo infinito della deformazione per ritiro da essiccamento:
![]()
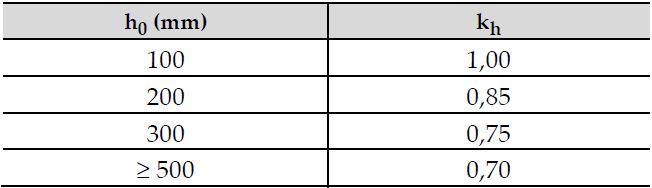
può essere valutato mediante i valori delle seguenti Tabelle 11.2.Va ed 11.2.Vb in funzione della resistenza caratteristica a compressione, dell’umidità relativa e del parametro h0:
Tab. 11.2.Va – Valori di εc0
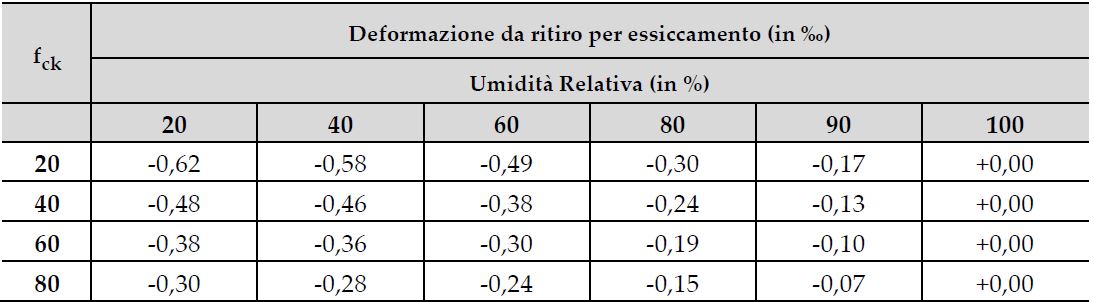
Tab. 11.2.Vb – Valori di kh

![]()
![]()
![]()
![]()
![]()
11.2.10.7 VISCOSITÀ
In sede di progettazione, se la tensione di compressione del calcestruzzo, al tempo t0 = j di messa in carico, non è superiore a 0,45 · fckj, il coefficiente di viscosità Φ (∞, t0), a tempo infinito, a meno di valutazioni più precise (per es. § 3.1.4 di UNI EN 1992-1- 1:2005), può essere dedotto dalle seguenti Tabelle 11.2.VI e 11.2.VII dove h0 è la dimensione fittizia definita in § 11.2.10.6:
Tab. 11.2.VI – Valori di Φ (∞, t0). Atmosfera con umidità relativa di circa il 75%
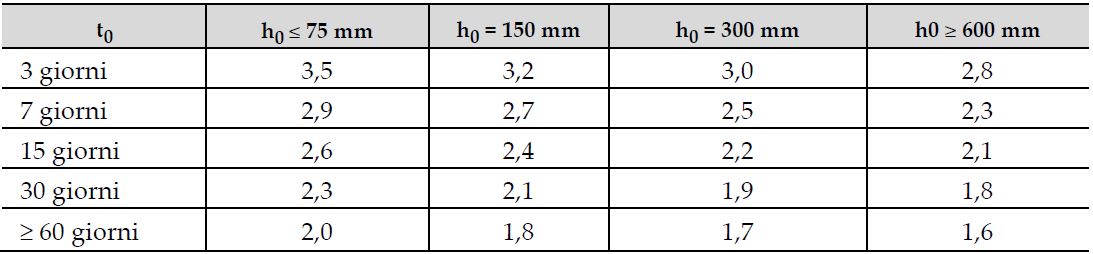
Tab. 11.2.VII - Valori di Φ (∞, t0). Atmosfera con umidità relativa di circa il 55%
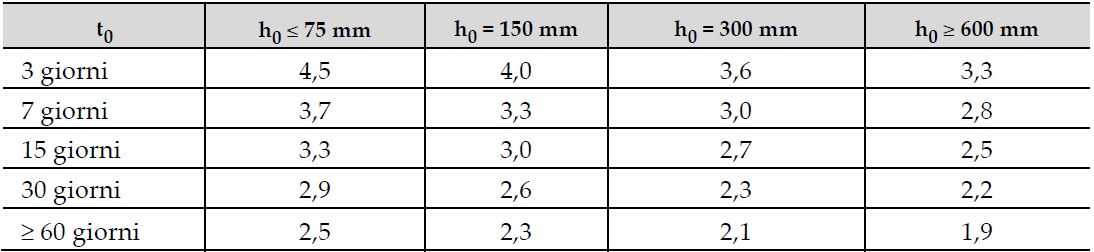
Per valori intermedi è ammessa una interpolazione lineare.
Nel caso in cui sia richiesta una valutazione in tempi diversi da t = ∞ del coefficiente di viscosità questo potrà essere valutato secondo modelli tratti da documenti di comprovata validità di cui al Capitolo 12.
11.2.11. DURABILITÀ
Per garantire la durabilità delle strutture in calcestruzzo armato ordinario o precompresso, esposte all’azione dell’ambiente, si devono adottare i provvedimenti atti a limitare gli effetti di degrado indotti dall’attacco chimico, fisico e quelli derivanti dalla corrosione delle armature e dai cicli di gelo e disgelo.
A tal fine, valutate opportunamente le condizioni ambientali del sito ove sorgerà la costruzione o quelle di impiego, conformemente alle indicazioni della tabella 4.1.III delle presenti norme, in fase di progetto dovranno essere indicate le caratteristiche del calcestruzzo da impiegare in accordo alle Linee Guida sul calcestruzzo strutturale edite dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici facendo anche, in assenza di analisi specifiche, utile riferimento alle norme UNI EN 206 ed UNI 11104. Inoltre devono essere rispettati i valori del copriferro nominale di cui al punto 4.1.6.1.3, nonché le modalità e la durata della maturazione umida in accordo alla UNI EN 13670:2010, alle Linee Guida per la messa in opera del calcestruzzo strutturale ed alle Linee Guida per la valutazione delle caratteristiche del calcestruzzo in opera pubblicate dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Ai fini della valutazione della durabilità, nella formulazione delle prescrizioni sul calcestruzzo, si potranno prescrivere anche prove per la verifica della resistenza alla penetrazione degli agenti aggressivi, quali ad esempio anidride carbonica e cloruri. Si può, inoltre, tener conto del grado di impermeabilità del calcestruzzo, determinando il valore della profondità di penetrazione dell’acqua in pressione. Per la prova di determinazione della profondità della penetrazione dell’acqua in pressione nel calcestruzzo indurito potrà farsi utile riferimento alla norma UNI EN 12390-8.
11.2.12. CALCESTRUZZO FIBRORINFORZATO (FRC)
Il calcestruzzo fibrorinforzato (FRC) è caratterizzato dalla presenza di fibre discontinue nella matrice cementizia; tali fibre possono essere realizzate in acciaio o materiale polimerico, e devono essere marcate CE in accordo alle norme europee armonizzate, quali la UNI EN 14889-1 ed UNI EN 14889-2 per le fibre realizzate in acciaio o materiale polimerico.
La miscela del calcestruzzo fibrorinforzato deve essere sottoposta a valutazione preliminare secondo le indicazioni riportate nel precedente § 11.2.3 con determinazione dei valori di resistenza a trazione residua fR1k per lo Stato limite di esercizio e fR3k per lo Stato limite Ultimo determinati secondo UNI EN 14651:2007.
Per la qualificazione del calcestruzzo fibrorinforzato e la progettazione delle strutture in FRC si dovrà fare esclusivo riferimento a specifiche disposizioni emanate dal Consiglio Superiore dei Lavori Pubblici.
11.3. ACCIAIO
11.3.1. PRESCRIZIONI COMUNI A TUTTE LE TIPOLOGIE DI ACCIAIO
11.3.1.1 CONTROLLI
Le presenti norme prevedono tre forme di controllo obbligatorie:
- in stabilimento di produzione, da eseguirsi sui lotti di produzione;
- nei centri di trasformazione;
- di accettazione in cantiere.
A tale riguardo il Lotto di produzione si riferisce a produzione continua, ordinata cronologicamente mediante apposizione di contrassegni al prodotto finito (rotolo finito, bobina di trefolo, fascio di barre, ecc.). Un lotto di produzione deve avere valori delle grandezze nominali omogenee (dimensionali, meccaniche, di formazione) e può essere compreso tra 30 e 120 tonnellate.
11.3.1.2 CONTROLLI DI PRODUZIONE IN STABILIMENTO E PROCEDURE DI QUALIFICAZIONE
Tutti gli acciai oggetto delle presenti norme, siano essi destinati ad utilizzo come armature per calcestruzzo armato normale o precompresso o ad utilizzo diretto come carpenterie in strutture metalliche, devono essere prodotti con un sistema permanente di controllo interno della produzione in stabilimento che deve assicurare il mantenimento dello stesso livello di affidabilità nella conformità del prodotto finito, indipendentemente dal processo di produzione.
Fatto salvo quanto disposto dalle norme europee armonizzate, ove applicabili, il sistema di gestione della qualità del prodotto che sovrintende al processo di fabbricazione deve essere predisposto in coerenza con la norma UNI EN ISO 9001 e certificato da parte di un organismo terzo indipendente, di adeguata competenza ed organizzazione, che opera in coerenza con le norme UNI CEI EN ISO/IEC 17021-1.
Quando non sia applicabile la marcatura CE, ai sensi del Regolamento UE 305/2011, la valutazione della conformità del controllo di produzione in stabilimento e del prodotto finito è effettuata attraverso la procedura di qualificazione di seguito indicata.Il Servizio Tecnico Centrale della Presidenza del Consiglio Superiore dei Lavori Pubblici è organismo per il rilascio dell’attestato di qualificazione per gli acciai di cui sopra.
L’inizio della procedura di qualificazione deve essere preventivamente comunicato al Servizio Tecnico Centrale allegando una relazione ove siano riportati:
1) elenco e caratteristiche dei prodotti che si intende qualificare (tipo, dimensioni, caratteristiche meccaniche e chimiche, ecc.);
2) indicazione dello stabilimento e descrizione degli impianti e dei processi di produzione;
3) descrizione dell’organizzazione del controllo interno di qualità con indicazione delle responsabilità aziendali;
4) copia della certificazione del sistema di gestione della qualità;
5) indicazione dei responsabili aziendali incaricati della firma dei certificati;
6) descrizione particolareggiata delle apparecchiature e degli strumenti del laboratorio interno di stabilimento per il controllo continuo di qualità;
7) dichiarazione con la quale si attesti che il servizio di controllo interno della qualità sovrintende ai controlli di produzione ed è indipendente dai servizi di produzione;
8) modalità di marchiatura che si intende adottare per l’identificazione del prodotto finito;
9) descrizione delle condizioni generali di fabbricazione del prodotto nonché dell’approvvigionamento delle materie prime e/o del prodotto intermedio (billette, rotoli, vergella, lamiere, laminati, ecc.);
10) copia del manuale di qualità aziendale, coerente alla norma UNI EN ISO 9001.
11) nel caso in cui il fabbricante non sia stabilito sul territorio dell’Unione Europea, copia della nomina, mediante mandato scritto, del mandatario.
Il Servizio Tecnico Centrale verifica la completezza e congruità della documentazione presentata e procede a una verifica documentale preliminare della idoneità dei processi produttivi e del Sistema di Gestione della Qualità nel suo complesso.
Se tale verifica preliminare ha esito positivo, il Servizio Tecnico Centrale può effettuare una verifica ispettiva presso lo stabilimento di produzione.
Il risultato della verifica documentale preliminare unitamente al risultato della verifica ispettiva sono oggetto di successiva valutazione da parte del Servizio Tecnico Centrale per la necessaria ratifica e notifica al fabbricante. In caso di esito positivo il fabbricante può proseguire nella procedura di qualificazione del prodotto. In caso negativo viene richiesto al fabbricante di apportare le opportune azioni correttive che devono essere implementate.
La procedura di qualificazione del Prodotto prosegue attraverso le seguenti ulteriori fasi:
– esecuzione delle prove di qualificazione a cura di un laboratorio di cui all’articolo 59 del DPR n. 380/2001 incaricato dal Servizio Tecnico Centrale su proposta del fabbricante secondo le procedure di cui al § 11.3.1.4;
– invio dei risultati delle prove di qualificazione da sottoporre a giudizio di conformità al Servizio Tecnico Centrale da parte del laboratorio di cui all’art. 59 del DPR n. 380/2001 incaricato;
– in caso di giudizio positivo il Servizio Tecnico Centrale provvede al rilascio dell’Attestato di Qualificazione al fabbricante e inserisce quest’ultimo nel Catalogo ufficiale dei prodotti qualificati che viene reso pubblicamente disponibile;
– in caso di giudizio negativo, il fabbricante può individuare le cause delle non conformità, apportare le opportune azioni correttive, dandone comunicazione sia al Servizio Tecnico Centrale che al laboratorio incaricato e successivamente ripetere le prove di qualificazione.
Il prodotto può essere immesso sul mercato solo dopo il rilascio dell’Attestato di Qualificazione. La qualificazione ha validità di cinque anni.
11.3.1.3 MANTENIMENTO E RINNOVO DELLA QUALIFICAZIONE
Per il mantenimento della qualificazione i produttori sono tenuti, con cadenza annuale entro 60 giorni dalla data di scadenza dell’anno di riferimento ad inviare al Servizio Tecnico Centrale:
1) dichiarazione attestante la permanenza delle condizioni iniziali di idoneità del processo produttivo, dell’organizzazione del controllo interno di produzione in fabbrica;
2) i risultati dei controlli interni eseguiti nell’anno sul prodotto nonché la loro elaborazione statistica con l’indicazione del quantitativo di produzione e del numero delle prove;
3) i risultati dei controlli eseguiti nel corso delle prove di verifica periodica di sorveglianza sul prodotto, da parte del laboratorio di cui all’art. 59 del DPR n. 380/2001 incaricato;
4) la documentazione di conformità statistica dei parametri rilevati (di cui ai prospetti relativi agli acciai specifici) nel corso delle prove di cui ai punti 2) e 3). Per la conformità statistica tra i risultati dei controlli interni ed i risultati dei controlli effettuati dal laboratorio incaricato, devono essere utilizzati metodi statistici di comprovata validità per il confronto delle varianze e delle medie delle due serie di dati, secondo i procedimenti del controllo della qualità.
Il fabbricante deve segnalare al Servizio Tecnico Centrale ogni eventuale modifica anche temporanea, al processo produttivo o al sistema di controllo, apportata ad uno dei requisiti richiesti durante la procedura di qualificazione.
Il Servizio Tecnico Centrale esamina la documentazione al fine del mantenimento della qualificazione.
Ogni sospensione della produzione deve essere tempestivamente comunicata al Servizio Tecnico Centrale indicandone le motivazioni.
Qualora la produzione venga sospesa per oltre un anno, la procedura di qualificazione deve essere ripetuta.
Il Servizio Tecnico Centrale può effettuare o far effettuare, in qualsiasi momento, al laboratorio incaricato ulteriori visite ispettive finalizzate all’accertamento della sussistenza dei requisiti previsti per la qualificazione.
Al termine del periodo di validità di cinque anni dell’Attestato di Qualificazione il fabbricante deve chiedere il rinnovo; il Servizio Tecnico Centrale, valutata anche la conformità relativa all’intera documentazione fornita nei cinque anni precedenti, rinnova la qualificazione.
Il mancato invio della documentazione di cui sopra entro i previsti sessanta giorni oppure l’accertamento da parte del Servizio Tecnico Centrale di rilevanti non conformità, comporta la sospensione oppure la decadenza della qualificazione.
11.3.1.4 IDENTIFICAZIONE E RINTRACCIABILITÀ DEI PRODOTTI QUALIFICATI
Ciascun prodotto qualificato deve costantemente essere riconoscibile per quanto concerne le caratteristiche qualitative e riconducibile allo stabilimento di produzione tramite marchiatura indelebile depositata presso il Servizio Tecnico Centrale, dalla quale risulti, in modo inequivocabile, il riferimento all’Azienda produttrice, allo Stabilimento, al tipo di acciaio ed alla sua eventuale saldabilità.
Ogni prodotto deve essere marchiato con identificativi diversi sia da quelli di prodotti fabbricati nello stesso stabilimento ma aventi differenti caratteristiche, sia da quelli di prodotti con uguali caratteristiche ma fabbricati in altri stabilimenti, siano essi o meno dello stesso fabbricante. La marchiatura deve essere inalterabile nel tempo e senza possibilità di manomissione.
Per stabilimento si intende una unità produttiva a sé stante, con impianti propri e magazzini per il prodotto finito. Nel caso di unità produttive multiple appartenenti allo stesso fabbricante, la qualificazione deve essere ripetuta per ognuna di esse e per ogni tipo di prodotto in esse fabbricato.
Considerate la diversa natura, forma e dimensione dei prodotti, le caratteristiche degli impianti per la loro produzione, nonché la possibilità di fornitura sia in pezzi singoli sia in fasci, possono essere adottati differenti sistemi di marchiatura, anche in relazione all’uso, quali ad esempio l’impressione sui cilindri di laminazione, la punzonatura a caldo e a freddo, la stampigliatura a vernice, l’apposizione di targhe o cartellini, la sigillatura dei fasci e altri. Permane comunque l’obbligatorietà del marchio di laminazione per quanto riguarda barre e rotoli.
L’identificazione e la rintracciabilità dei prodotti qualificati sono requisiti obbligatori. Le modalità di applicazione sono specificate nei paragrafi relativi alle singole tipologie di prodotto.
Tenendo presente che l’elemento determinante della marchiatura è costituito dalla sua inalterabilità nel tempo e dalla impossibilità di manomissione, il fabbricante deve rispettare le modalità di marchiatura dichiarate nella documentazione presentata al Servizio Tecnico Centrale e deve comunicare tempestivamente eventuali modifiche apportate.
La mancata marchiatura, la non corrispondenza a quanto depositato o la sua illeggibilità, anche parziale, rendono il prodotto non impiegabile.
Qualora, sia presso gli utilizzatori, sia presso i commercianti, l’unità marchiata (pezzo singolo o confezione) venga scorporata, per cui una parte, o il tutto, perda l’originale marchiatura del prodotto è responsabilità sia degli utilizzatori sia dei commercianti documentare la provenienza mediante i documenti di accompagnamento del materiale e gli estremi del deposito del marchio presso il Servizio Tecnico Centrale.
Nel primo caso i campioni destinati al laboratorio incaricato delle prove di cantiere devono essere accompagnati dalla sopraindicata documentazione e da una dichiarazione di provenienza rilasciata dal Direttore dei Lavori, quale risulta dai documenti di accompagnamento del materiale.
I produttori ed i successivi intermediari devono assicurare una corretta archiviazione della documentazione di accompagnamento dei materiali garantendone la disponibilità per almeno 10 anni. Ai fini della rintracciabilità dei prodotti, il costruttore deve inoltre assicurare la conservazione della medesima documentazione, unitamente a marchiature o etichette di riconoscimento, fino al completamento delle operazioni di collaudo statico.
Eventuali disposizioni supplementari atte a facilitare l’identificazione e la rintracciabilità del prodotto attraverso il marchio possono essere emesse dal Servizio Tecnico Centrale.
Tutti i certificati relativi alle prove meccaniche degli acciai, sia in stabilimento che in cantiere o nel luogo di lavorazione, devono riportare l’indicazione del marchio identificativo, rilevato a cura del laboratorio incaricato dei controlli, sui campioni da sottoporre a prove. Ove i campioni fossero sprovvisti di tale marchio, oppure il marchio non dovesse rientrare fra quelli depositati presso il Servizio Tecnico Centrale, le certificazioni emesse dal laboratorio non possono assumere valenza ai sensi delle presenti norme e di ciò ne deve essere fatta esplicita menzione sul certificato stesso. In tal caso il materiale non può essere utilizzato ed il laboratorio incaricato è tenuto ad informare di ciò il Servizio Tecnico Centrale.
11.3.1.5 FORNITURE E DOCUMENTAZIONE DI ACCOMPAGNAMENTO
Tutte le forniture di acciaio, per le quali non sussista l’obbligo della Marcatura CE, devono essere accompagnate dalla copia dell’attestato di qualificazione del Servizio Tecnico Centrale e dal certificato di controllo interno tipo 3.1, di cui alla norma UNI EN 10204, dello specifico lotto di materiale fornito .
Tutte le forniture di acciaio, per le quali sussista l’obbligo della Marcatura CE, devono essere accompagnate dalla “Dichiarazione di prestazione” di cui al Regolamento UE 305/2011, dalla prevista marcatura CE nonché dal certificato di controllo interno tipo 3.1, di cui alla norma UNI EN 10204, dello specifico lotto di materiale fornito .
Il riferimento agli attestati comprovanti la qualificazione del prodotto deve essere riportato sul documento di trasporto.
Le forniture effettuate da un distributore devono essere accompagnate da copia dei documenti rilasciati dal fabbricante e completati con il riferimento al documento di trasporto del distributore stesso.
Nel caso di fornitura in cantiere non proveniente da centro di trasformazione, il Direttore dei Lavori, prima della messa in opera, è tenuto a verificare quanto sopra indicato ed a rifiutare le eventuali forniture non conformi, ferme restando le responsabilità del fabbricante.
11.3.1.6 PROVE DI QUALIFICAZIONE E VERIFICHE PERIODICHE DELLA QUALITÀ
I laboratori incaricati, di cui all’art. 59 del DPR n. 380/2001, devono operare secondo uno specifico piano di qualità approvato dal Servizio Tecnico Centrale.
I certificati di prova emessi devono essere uniformati ad un modello standard elaborato dal Servizio Tecnico Centrale.
I relativi certificati devono contenere almeno:
– l’identificazione dell’azienda produttrice e dello stabilimento di produzione;
– l’indicazione del tipo di prodotto e della eventuale dichiarata saldabilità;
– il marchio di identificazione del prodotto depositato presso il Servizio Tecnico Centrale;
– gli estremi dell’attestato di qualificazione nonché l’ultimo attestato di conferma della qualificazione (per le sole verifiche periodiche della qualità);
– la data del prelievo, il luogo di effettuazione delle prove e la data di emissione del certificato;
– le dimensioni nominali ed effettive del prodotto ed i risultati delle prove eseguite;
– l’analisi chimica per i prodotti dichiarati saldabili (o comunque utilizzati per la fabbricazione di prodotti finiti elettrosaldati);
– le elaborazioni statistiche previste nei §§: 11.3.2.12 e 11.3.3.5.
I prelievi in stabilimento sono effettuati, ove possibile, dalla linea di produzione.
Le prove possono essere effettuate dai tecnici del laboratorio incaricato, anche presso lo stabilimento del fabbricante, qualora le attrezzature utilizzate siano tarate e la loro idoneità sia accertata e documentata.
Di ciò ne deve essere fatta esplicita menzione nel rapporto di prova nel quale deve essere presente la dichiarazione del rappresentante del laboratorio incaricato relativa all’idoneità delle attrezzature utilizzate.
In caso di risultato negativo delle prove il fabbricante deve individuare le cause e apportare le opportune azioni correttive, dandone comunicazione al laboratorio incaricato e successivamente ripetere le prove di verifica.
Le specifiche per l’effettuazione delle prove di qualificazione e delle verifiche periodiche della qualità, ivi compresa la cadenza temporale dei controlli stessi, sono riportate rispettivamente nei seguenti paragrafi.
§ 11.3.2.12, per acciai per calcestruzzo armato in barre o rotoli, reti e tralicci elettrosaldati;
§ 11.3.3.5, per acciai per calcestruzzo armato precompresso;
§ 11.3.4.11, per acciai per carpenterie metalliche.
11.3.1.7 CENTRI DI TRASFORMAZIONE
Si definisce Centro di trasformazione un impianto esterno alla fabbrica e/o al cantiere, fisso o mobile, che riceve dal produttore di acciaio elementi base (barre, rotoli, reti, lamiere o profilati, profilati cavi, ecc.) e confeziona elementi strutturali direttamente impiegabili in cantiere, pronti per la messa in opera o per successive lavorazioni.
Il Centro di trasformazione può ricevere e lavorare solo prodotti qualificati all’origine, accompagnati dalla documentazione prevista al § 11.3.1.5.
Particolare attenzione deve essere posta nel caso in cui nel centro di trasformazione vengano utilizzati elementi base, comunque qualificati, ma provenienti da produttori differenti, attraverso specifiche procedure documentate che garantiscano la rintracciabilità dei prodotti.
I centri di trasformazione devono dotarsi di un sistema di controllo della lavorazione allo scopo di garantire che le lavorazioni effettuate assicurino il mantenimento della conformità delle caratteristiche meccaniche e geometriche dei prodotti alle presenti norme.
Il sistema di gestione della qualità del prodotto, che sovrintende al processo di trasformazione, deve essere predisposto in coerenza con la norma UNI EN ISO 9001.
Tutti i prodotti forniti in cantiere dopo l’intervento di un centro di trasformazione devono essere accompagnati da idonea documentazione, specificata nel seguito, che identifichi in modo inequivocabile il centro di trasformazione stesso e che consenta la completa tracciabilità del prodotto.
I centri di trasformazione sono tenuti ad effettuare controlli atti a garantire al prodotto finale caratteristiche meccaniche conformi alla classificazione dell’acciaio originale non lavorato.
Nell’ambito del processo produttivo deve essere posta particolare attenzione ai processi di piegatura e di saldatura. In particolare il Direttore Tecnico del centro di trasformazione deve verificare, tramite opportune prove, che le piegature e le saldature, anche nel caso di quelle non resistenti, non alterino le caratteristiche meccaniche originarie del prodotto. Per i processi sia di saldatura che di piegatura, si potrà fare utile riferimento alla normativa europea applicabile.
Il Direttore Tecnico dello stabilimento, nominato dal Centro di Trasformazione, dovrà essere abilitato all’esercizio di idonea professione tecnica.
I centri di trasformazione sono tenuti a dichiarare al Servizio Tecnico Centrale la loro attività, indicando le tipologie di prodotti trasformati, l’organizzazione, i procedimenti di lavorazione, nonché fornire copia della certificazione del sistema di gestione della qualità che sovrintende al processo di trasformazione. Ogni centro di trasformazione deve inoltre indicare un proprio logo o marchio che identifichi in modo inequivocabile il centro stesso; il sistema di gestione della qualità che sovrintende al processo di trasformazione, predisposto in coerenza con la norma UNI EN ISO 9001, deve essere certificato da parte di un organismo terzo indipendente, di adeguata competenza ed organizzazione, che opera in coerenza con la norma UNI CEI EN ISO/IEC 17021-1.
Nella dichiarazione di attività al Servizio Tecnico Centrale deve essere indicato l’impegno ad utilizzare esclusivamente elementi di base qualificati all’origine.
Alla dichiarazione deve essere allegata la nota di incarico al Direttore Tecnico del centro di trasformazione, controfirmata dallo stesso per accettazione ed assunzione delle responsabilità, ai sensi delle presenti norme, sui controlli sui materiali.
Il Servizio Tecnico Centrale, con il rilascio del relativo Attestato di “Denuncia dell’attività del centro di trasformazione”, attesta l’avvenuta presentazione della dichiarazione di cui sopra.
I centri di trasformazione sono tenuti a comunicare ogni variazione rispetto a quanto dichiarato in sede di presentazione della denuncia di attività. Il Servizio Tecnico Centrale provvede ad aggiornare l’elenco della documentazione necessaria ad ottenere l’Attestato di “Denuncia dell’attività del centro di trasformazione”, in base ai progressi tecnici ed agli aggiornamenti normativi che dovessero successivamente intervenire.
I Centri di Trasformazione devono far eseguire da laboratori di cui all’art. 59 del D.P.R. 380/2001 le prove indicate negli specifici paragrafi relativi a ciascun prodotto in acciaio (§11.3.2.10.3, § 11.3.3.5.3, § 11.3.4.11.2) e devono comunicare al Servizio Tecnico Centrale le eventuali variazioni apportate al processo di produzione depositato.
Ogni fornitura in cantiere di elementi presaldati, presagomati o preassemblati, proveniente da un Centro di trasformazione, deve essere accompagnata:
a) da dichiarazione, su documento di trasporto, degli estremi dell’Attestato di “Denuncia dell’attività del centro di trasformazione”, rilasciato dal Servizio Tecnico Centrale, recante il logo o il marchio del centro di trasformazione;
b) dall’attestazione inerente l’esecuzione delle prove di controllo interno di cui ai paragrafi specifici relativi a ciascun prodotto (§ 11.3.2.10.3, § 11.3.3.5.3, § 11.3.4.11.2), fatte eseguire dal Direttore Tecnico del centro di trasformazione, con l’indicazione dei giorni nei quali la fornitura è stata lavorata. Qualora il Direttore dei Lavori lo richieda, può prendere visione del Registro di cui al § 11.3.2.10.3;
c) da dichiarazione contenente i riferimenti alla documentazione fornita dal fabbricante ai sensi del § 11.3.1.5 in relazione ai prodotti utilizzati nell’ambito della specifica fornitura. Copia della documentazione fornita dal fabbricante e citata nella dichiarazione del centro di trasformazione, è consegnata al Direttore dei Lavori se richiesta.
Il Direttore dei Lavori è tenuto a verificare quanto sopra indicato ed a rifiutare le eventuali forniture non conformi, ferme restando le responsabilità del Centro di trasformazione. Gli atti di cui sopra sono consegnati al collaudatore che, tra l’altro, riporta nel Certificato di collaudo gli estremi del Centro di trasformazione che ha fornito il materiale lavorato.
Il Centro di trasformazione fornisce copia della documentazione di cui ai precedenti punti b) e c) in caso di richiesta delle competenti autorità di vigilanza.
E’ prevista la sospensione o, nei casi più gravi o di recidiva, la revoca dell’Attestato di “Denuncia dell’attività del centro di trasformazione” qualora il Servizio Tecnico Centrale accerti difformità fra i documenti forniti e l’attività effettivamente svolta, la non veridicità delle dichiarazioni prestate oppure la mancata ottemperanza alle prescrizioni contenute nella vigente normativa tecnica. I provvedimenti di sospensione e di revoca vengono adottati dal Servizio Tecnico Centrale.
11.3.2. ACCIAIO PER CEMENTO ARMATO
È ammesso esclusivamente l’impiego di acciai saldabili qualificati secondo le procedure di cui al precedente § 11.3.1.2 e controllati con le modalità riportate nel § 11.3.2.11.
11.3.2.1 ACCIAIO PER CEMENTO ARMATO B450C
L’acciaio per calcestruzzo armato B450C è caratterizzato dai seguenti valori nominali della tensione di snervamento e della tensione a carico massimo da utilizzare nei calcoli:
Tab. 11.3.Ia

e deve rispettare i requisiti indicati nella seguente Tab. 11.3.Ib:
Tab. 11.3.Ib
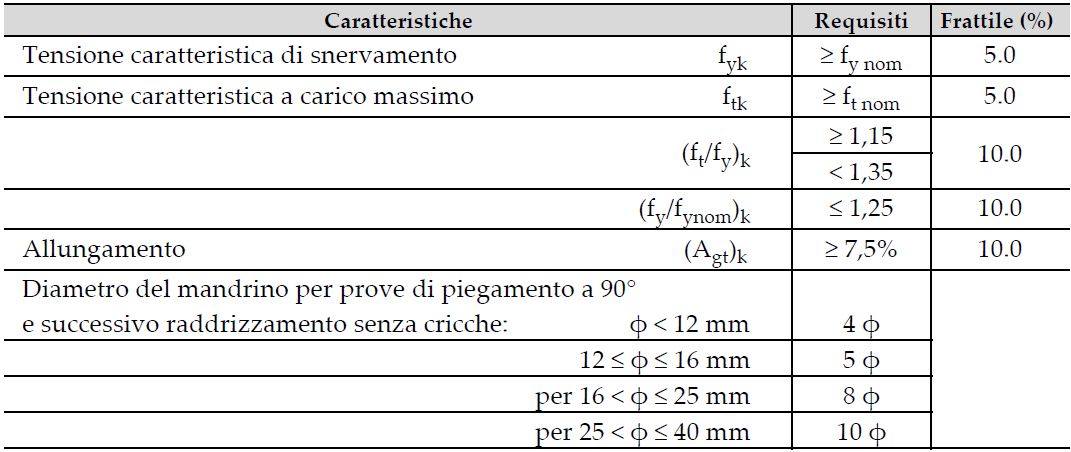
Per l’accertamento delle caratteristiche meccaniche vale quanto indicato al § 11.3.2.3.
11.3.2.2 ACCIAIO PER CEMENTO ARMATO B450A
L’acciaio per calcestruzzo armato B450A, caratterizzato dai medesimi valori nominali della tensione di snervamento e della tensione a carico massimo dell’acciaio B450C, deve rispettare i requisiti indicati nella seguente Tab.11.3.Ic.
Tab. 11.3.Ic
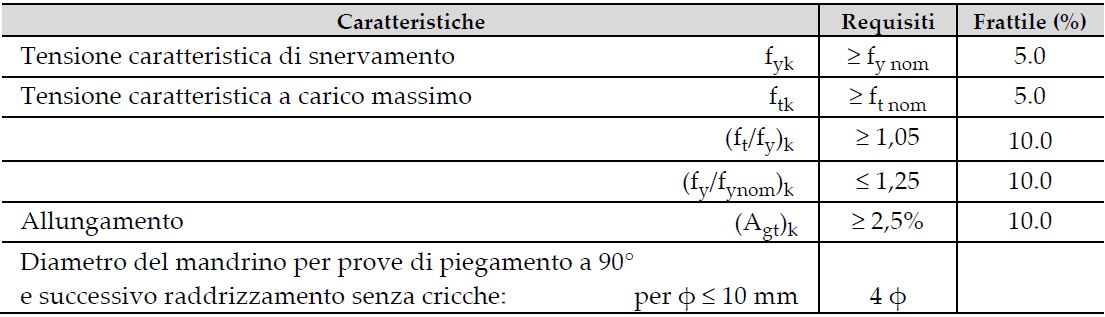
Per l’accertamento delle caratteristiche meccaniche vale quanto indicato al § 11.3.2.3.
11.3.2.3 ACCERTAMENTO DELLE PROPRIETÀ MECCANICHE
Per l’accertamento delle proprietà meccaniche di cui alle precedenti tabelle si applica la norma UNI EN ISO 15630-1: 2010.
Le proprietà meccaniche dei campioni ottenuti da rotolo raddrizzato, reti e tralicci sono determinate su provette mantenute per 60 (+15, –0) minuti a 100 ± 10 °C e successivamente raffreddate in aria calma a temperatura ambiente.
In ogni caso, qualora lo snervamento non sia chiaramente individuabile, si sostituisce fy con f(0,2).
La prova di piegamento e raddrizzamento si esegue alla temperatura di 20 ± 5 °C piegando la provetta a 90°, mantenendola poi per 60 minuti a 100 ± 10 °C e procedendo, dopo raffreddamento in aria, al parziale raddrizzamento per almeno 20°. Dopo la prova il campione non deve presentare cricche.
11.3.2.4 CARATTERISTICHE DIMENSIONALI E DI IMPIEGO
L’acciaio per calcestruzzo armato è esclusivamente prodotto in stabilimento sotto forma di barre o rotoli, reti o tralicci, per utilizzo diretto o come elementi di base per successive trasformazioni.
Prima della fornitura in cantiere gli elementi di cui sopra possono essere saldati, presagomati (staffe, ferri piegati, ecc.) o preassemblati (gabbie di armatura, ecc.) a formare elementi composti direttamente utilizzabili in opera.
La sagomatura e/o l’assemblaggio possono avvenire:
– in cantiere, sotto la vigilanza della Direzione Lavori;
– in centri di trasformazione, solo se provvisti dei requisiti di cui al § 11.3.1.7.
Tutti gli acciai per calcestruzzo armato devono essere ad aderenza migliorata, aventi cioè una superficie dotata di nervature o dentellature trasversali, uniformemente distribuite sull’intera lunghezza, atte a garantire adeguata aderenza tra armature e conglomerato cementizio.
Per quanto riguarda la marchiatura delle barre e dei rotoli vale quanto indicato al § 11.3.1.4.
Per la documentazione di accompagnamento delle forniture di acciaio provenienti dallo stabilimento di produzione o da un distributore intermedio, vale quanto indicato al § 11.3.1.5; per quanto riguarda i prodotti pre-sagomati o pre-assemblati vale quanto indicato al § 11.3.1.7.
Tutti i prodotti sono caratterizzati dal diametro Ø della barra tonda liscia equipesante, calcolato nell’ipotesi che la densità dell’acciaio sia pari a 7,85 kg/dm³.
Gli acciai B450C, di cui al § 11.3.2.1, possono essere impiegati in barre di diametro Ø compreso tra 6 e 40 mm.
Per gli acciai B450A, di cui al § 11.3.2.2 il diametro Ø delle barre deve essere compreso tra 5 e 10 mm.
L’uso di acciai forniti in rotolo è ammesso, esclusivamente per impieghi strutturali, per diametri Ø non superiori a 16 mm per gli acciai B450C e diametri Ø non superiori a 10 mm per gli acciai B450A.
L’acciaio in rotoli deve essere utilizzato direttamente per sagomatura e assemblaggio ed esclusivamente da un Centro di Trasformazione di cui al §11.3.1.7 oppure da un fabbricante per la produzione di reti o tralicci elettrosaldati di cui al § 11.3.2.5. Non è consentito altro impiego di barre d’acciaio provenienti dal raddrizzamento di rotoli.
Per quanto riguarda le tolleranze dimensionali si fa riferimento a quanto previsto nella UNI EN 10080:2005.
11.3.2.5 RETI E TRALICCI ELETTROSALDATI
Gli acciai delle reti e tralicci elettrosaldati devono essere saldabili. L’interasse delle barre non deve superare, nelle due direzioni, 330 mm.
I tralicci e le reti sono prodotti reticolari assemblati in stabilimento mediante elettrosaldature, eseguite da macchine automatiche in tutti i punti di intersezione.
Per le reti ed i tralicci costituiti con acciaio B450C, gli elementi base devono avere diametro Ø che rispetta la limitazione: 6 mm ≤
Ø ≤ 16 mm.
Per le reti ed i tralicci costituiti con acciaio B450A, gli elementi base devono avere diametro Ø che rispetta la limitazione: 5 mm ≤
Ø ≤ 10 mm.
Il rapporto tra i diametri delle barre componenti reti e tralicci deve essere:
I nodi delle reti devono resistere ad una forza di distacco determinata in accordo con la norma UNI EN ISO 15630-2:2010 pari al 25% della forza di snervamento della barra, da computarsi per quella di diametro maggiore sulla tensione di snervamento pari a 450 N/mm².
Oltre a quanto sopra citato, con riferimento ai procedimenti di saldatura non automatizzati ed ai saldatori di reti e tralicci elettrosaldati, si applicano la norma UNI EN ISO 17660-1:2007 per i giunti saldati destinati alla trasmissione dei carichi ed UNI EN 17660-2:2007 per i giunti saldati non destinati alla trasmissione dei carichi.
In ogni elemento di rete o traliccio le singole armature componenti devono essere della stessa classe di acciaio. Nel caso dei tralicci è ammesso l’uso di elementi di collegamento fra correnti superiori ed inferiori aventi superficie liscia purché realizzate con acciaio B450A oppure B450C.
In ogni caso il fabbricante deve procedere alla qualificazione del prodotto finito, rete o traliccio, secondo le procedure di cui al §11.3.2.11.
11.3.2.5.1 Identificazione delle reti e dei tralicci elettrosaldati
La produzione di reti e tralicci elettrosaldati deve essere effettuata a partire da materiale di base qualificato.
Nel caso di reti e tralicci formati con elementi base prodotti nello stesso stabilimento, la marchiatura del prodotto finito può coincidere con quella dell’elemento base.
Nel caso di reti e tralicci formati con elementi base prodotti in altro stabilimento, deve essere apposta su ogni confezione di reti o tralicci un’apposita etichettatura con indicati tutti i dati necessari per la corretta identificazione del prodotto e del fabbricante delle reti e dei tralicci stessi. Il Direttore dei Lavori, al momento dell’accettazione della fornitura in cantiere, deve verificare la presenza della predetta etichettatura.
11.3.2.6 SALDABILITÀ
L’analisi chimica effettuata su colata e l’eventuale analisi chimica di controllo effettuata sul prodotto finito devono soddisfare le limitazioni riportate nella Tab. 11.3.II dove il calcolo del carbonio equivalente Ceq è effettuato con la seguente formula:

in cui i simboli chimici denotano il contenuto degli elementi stessi espresso in percentuale.
Tab. 11.3.II – Massimo contenuto di elementi chimici in %
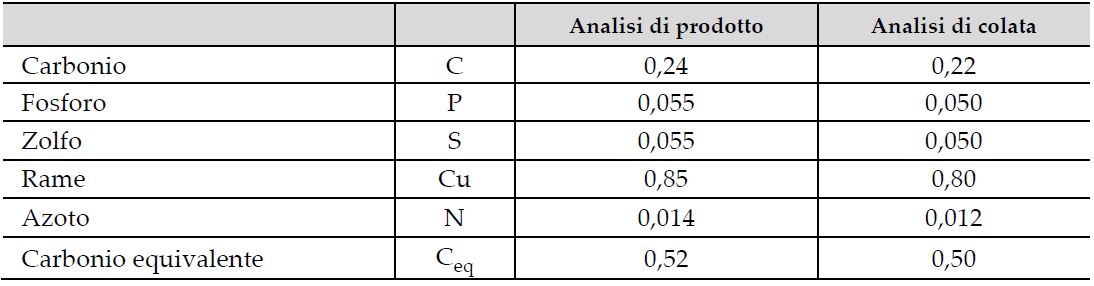
È possibile eccedere il valore massimo di C dello 0,03% in massa, a patto che il valore del Ceq sia ridotto dello 0,02% in massa.
Contenuti di azoto più elevati sono consentiti in presenza di una sufficiente quantità di elementi che fissano l’azoto stesso.
11.3.2.7 TOLLERANZE DIMENSIONALI
La deviazione ammissibile per la massa nominale per metro deve essere come riportato nella Tab. 11.3.III seguente.
Tab. 11.3.III

11.3.2.8 ALTRI TIPI DI ACCIAI
11.3.2.8.1 Acciai inossidabili
È ammesso l’impiego di acciai inossidabili di natura austenitica o austeno-ferritica, purché le caratteristiche meccaniche siano conformi alle prescrizioni relative agli acciai di cui al § 11.3.2.1, con l’avvertenza di sostituire al termine ft della Tab. 11.3.Ib, solo nel calcolo del rapporto ft / fy, il termine f7%, tensione corrispondente ad un allungamento totale pari al 7%. La saldabilità di tali acciai va documentata attraverso prove di saldabilità certificate da un laboratorio di cui all’art. 59 del DPR n. 380/2001 ed effettuate su campioni realizzati con gli specifici procedimenti di saldatura previsti dal fabbricante per l’utilizzo in cantiere o nei Centri di trasformazione.
Per essi la qualificazione è ammessa anche nel caso di produzione non continua, permanendo tutte le altre regole relative alla qualificazione degli acciai per calcestruzzo armato.
11.3.2.8.2 Acciai zincati
È ammesso l’uso di acciai zincati purché le caratteristiche fisiche, meccaniche e tecnologiche siano conformi alle prescrizioni relative agli acciai B450C e B450A.
Il materiale base da sottoporre a zincatura deve essere qualificato all’origine.
I controlli di accettazione in cantiere e la relativa verifica di quanto sopra indicato, devono essere effettuati sul prodotto finito, dopo il procedimento di zincatura, presso un laboratorio di cui all’articolo 59 del DPR 380/2001, secondo quanto previsto al § 11.3.2.12.
In ogni caso occorre verificare le caratteristiche di aderenza del prodotto finito secondo le procedure indicate per i Centri di trasformazione di prodotti per costruzioni di calcestruzzo armato.
Per le modalità di controllo del rivestimento di zinco (qualità superficiale, adesione del rivestimento, massa di rivestimento per unità di superficie) e quale utile guida per la scelta dei quantitativi minimi di zinco, si può fare riferimento alle norme UNI EN 10622 ed UNI EN ISO 1461.
11.3.2.9 GIUNZIONI MECCANICHE
L’assemblaggio o unione di due barre d’armatura può essere effettuato mediante dispositivi, o giunzioni meccaniche, che ne garantiscano la continuità. Tali giunzioni meccaniche devono essere marchiate, tracciabili e messe in opera in accordo alle apposite istruzioni di installazione e, qualora non marcate CE, devono soddisfare i requisiti contenuti nella norma UNI 11240-1:2018. Le prove sulle giunzioni meccaniche devono essere eseguite in accordo alla norma UNI 11240-2:2018.
Ai fini della qualificazione di tali prodotti si applica il caso C) del paragrafo 11.1.
Le prove di accettazione in cantiere devono essere effettuate in conformità alla norma UNI 11240-2:2018, secondo le modalità di cui al §11.3.4.11.3.
11.3.2.10 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO NORMALE – BARRE E ROTOLI
11.3.2.10.1 Controlli sistematici in stabilimento
11.3.2.10.1.1 Generalità
Le prove di qualificazione e di verifica periodica, di cui ai successivi punti, devono essere ripetute per ogni prodotto avente caratteristiche differenti o realizzato con processi produttivi differenti, anche se provenienti dallo stesso stabilimento.
I rotoli devono essere soggetti a qualificazione separata dalla produzione in barre e dotati di marchiatura differenziata.
11.3.2.10.1.2 Prove di qualificazione
Il laboratorio incaricato deve effettuare, presso lo stabilimento di produzione, il prelievo di una serie di 75 campioni, ricavati da tre diverse colate o lotti di produzione, 25 per ogni colata o lotto di produzione, scelti su 3 diversi diametri opportunamente differenziati, nell’ambito della gamma prodotta. Il prelievo deve essere effettuato su tutti i prodotti che portano il marchio depositato in Italia, indipendentemente dall’etichettatura o dalla destinazione specifica.
Sui campioni devono essere determinati, a cura del laboratorio incaricato, i valori delle tensioni di snervamento e carico massimo fy e ft e l’allungamento Agt e devono essere effettuate le prove di piegamento e la verifica della saldabilità.
11.3.2.10.1.3 Procedura di valutazione
Le grandezze caratteristiche fy, ft, Agt ed il valore caratteristico inferiore di ft/fy devono soddisfare la seguente relazione:
![]()
La grandezza caratteristica (fy/fynom)k ed il valore caratteristico superiore di ft/fy devono soddisfare la seguente relazione:

dove:
Cv = valore prescritto per le singole grandezze nelle tabelle di cui ai §§ 11.3.2.1 e 11.3.2.2
x = valore medio
s = deviazione standard della popolazione
k = coefficiente riportato in Tab. 11.3.IV per ft ed fy e in Tab. 11.3.V per Agt , ft/fy ed (fy/fynom) e che deve essere stabilito in base al numero dei campioni.
In ogni caso il coefficiente k assume, in funzione di n, i valori riportati nelle Tab. 11.3.IV e 11.3.V.
Su almeno un campione per colata o lotto di produzione è calcolato il valore dell’area relativa di nervatura o di dentellatura di cui al § 11.3.2.10.4.
Qualora uno dei campioni sottoposti a prova di qualificazione non soddisfi i requisiti di resistenza o duttilità di cui al § 11.3.2 delle presenti norme tecniche, il prelievo relativo al diametro di cui trattasi va ripetuto ed il nuovo prelievo sostituisce a tutti gli effetti quello precedente. Un ulteriore risultato negativo comporta la ripetizione della prova di qualificazione.
Tab. 11.3.IV - fy – ft – Coefficiente k in funzione del numero n di campioni (per una probabilità di insuccesso attesa del 5% [p = 0,95] con una probabilità del 90%)
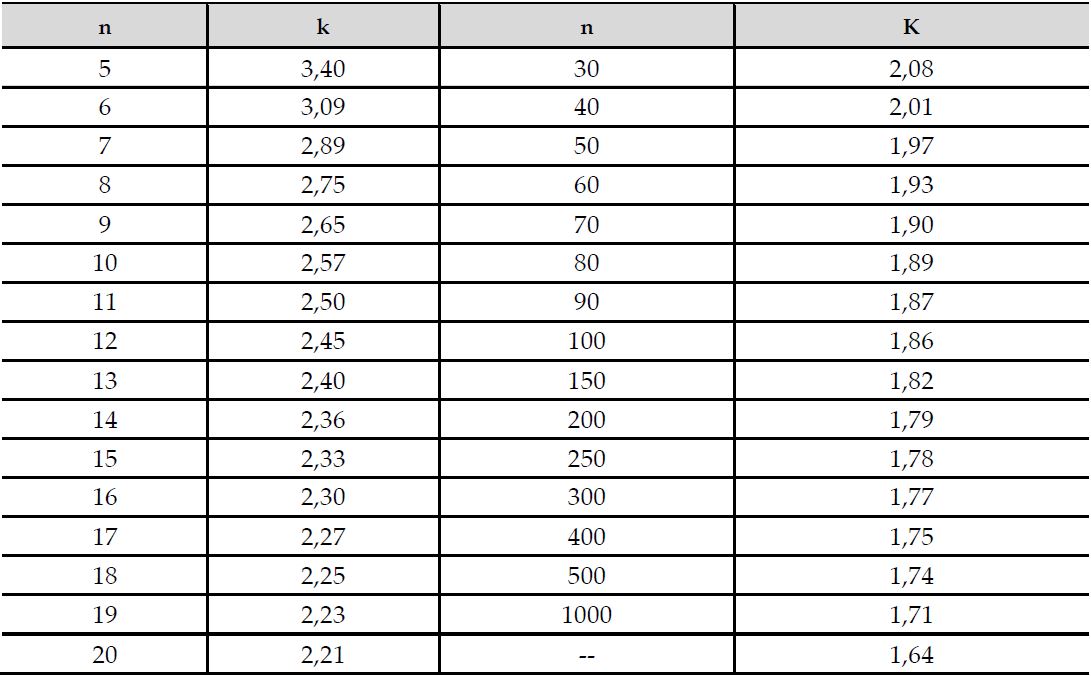
Tab. 11.3.V - Agt , ft/fy . fy/fynom.– Coefficiente k in funzione del numero n di campioni (per una probabilità di insuccesso attesa del 10% [p = 0,90] con una probabilità del 90%)
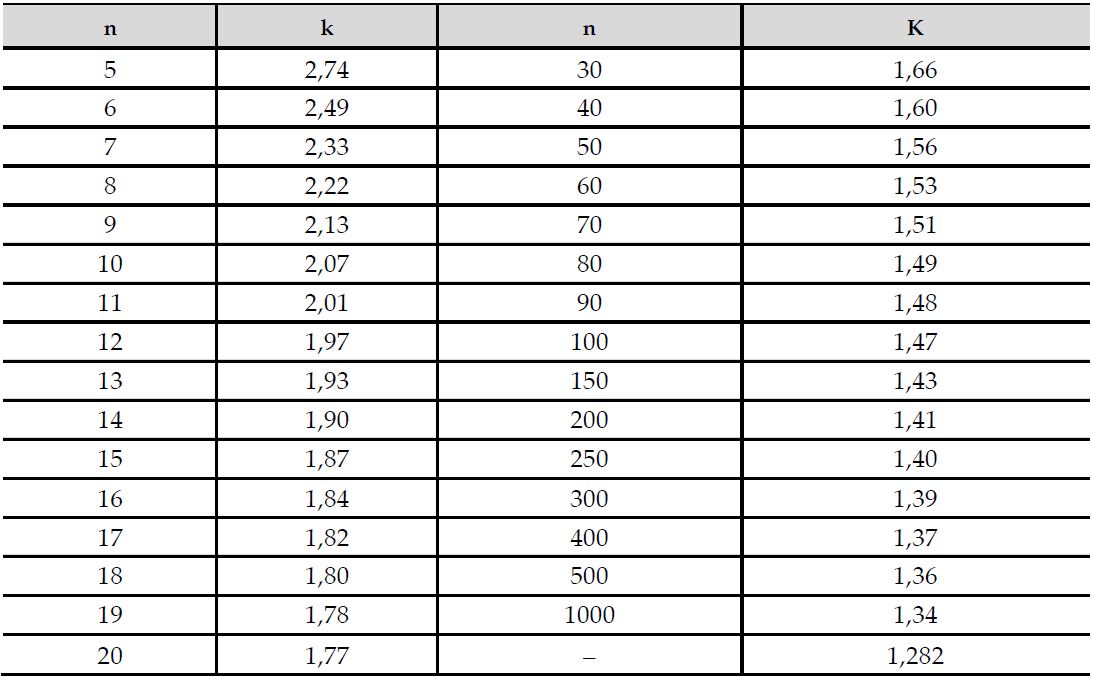
11.3.2.10.1.4 Prove periodiche di verifica della qualità
Ai fini della verifica della qualità il laboratorio incaricato deve effettuare controlli saltuari, ad intervalli non superiori a tre mesi, prelevando 3 serie di 5 campioni di barre di uno stesso diametro, scelte con le medesime modalità contemplate nelle prove a carattere statistico di cui al punto 11.3.2.10.1.2, e provenienti da una stessa colata.
Il prelievo deve essere effettuato su tutti i prodotti qualificati ai sensi delle presenti norme , indipendentemente dall’etichettatura o dalla destinazione specifica. Su tali serie sono effettuate le prove di resistenza e di duttilità. La serie dei 15 valori della tensione di snervamento e della tensione a carico massimo ottenute nelle prove è aggiunta a quelli dei precedenti prelievi e sostituisce i 15 valori della prima serie in ordine di tempo. I nuovi valori delle medie e degli scarti quadratici così ottenuti sono quindi utilizzati per la determinazione delle nuove tensioni caratteristiche, sostitutive delle precedenti (ponendo n = 75).
Ove i valori caratteristici riscontrati risultino inferiori ai minimi di cui ai §§ 11.3.2.1 e 11.3.2.2, il laboratorio incaricato ne deve dare comunicazione al Servizio Tecnico Centrale e ripetere le prove di qualificazione solo dopo che il fabbricante ha ovviato alle cause che hanno dato luogo al risultato insoddisfacente.
Qualora uno dei campioni sottoposti a prova di verifica della qualità non soddisfi i requisiti di duttilità di cui ai citati §§ 11.3.2.1 e 11.3.2.2, il prelievo relativo al diametro di cui trattasi va ripetuto. II nuovo prelievo sostituisce quello precedente a tutti gli effetti.
Un ulteriore risultato negativo comporta la ripetizione della qualificazione.
Le tolleranze dimensionali di cui al § 11.3.2.7 vanno riferite alla media delle misure effettuate su tutti i campioni di ciascuna colata o lotto di produzione.
Su almeno un campione per colata o lotto di produzione è calcolato il valore dell’area relativa di nervatura o di dentellatura e la composizione chimica.
11.3.2.10.2 Controlli su singole colate o lotti di produzione
Oltre a quanto già prescritto riguardo ai controlli sistematici in stabilimento, i produttori già qualificati possono richiedere, di loro iniziativa, di sottoporsi a controlli su singole colate o lotti di produzione, che devono essere anch’essi eseguiti a cura di un laboratorio di cui all’art. 59 del DPR n. 380/2001. Le colate o lotti di produzione sottoposti a controllo devono essere cronologicamente ordinati nel quadro della produzione globale. I controlli consistono nel prelievo, per ogni colata e lotto di produzione e per ciascun gruppo di diametri da essi ricavato, di un numero n di campioni, non inferiore a 10, sui quali si effettuano le prove previste al § 11.3.2.10.1.2. Le tensioni caratteristiche di snervamento e carico massimo vengono calcolate a mezzo delle espressioni di cui al § 11.3.2.10.1.3 nelle quali n è il numero dei campioni prelevati dalla colata.
11.3.2.10.3 Controlli nei centri di trasformazione
I controlli nei Centri di trasformazione, da effettuarsi, prima dell’invio in cantiere, a cura di un laboratorio di cui all’articolo 59 del DPR 380/2001 sul prodotto lavorato, sono obbligatori e devono essere eseguiti:
a) in caso di utilizzo di barre, un controllo ogni 90 t della stessa classe di acciaio proveniente dallo stesso stabilimento, anche se con forniture successive, su cui si effettuano prove di trazione e piegamento;
b) in caso di utilizzo di rotoli, un controllo ogni 30 t per ogni tipologia di macchina e per ogni diametro lavorato della stessa classe di acciaio proveniente dallo stesso stabilimento, anche se con forniture successive, su cui si effettuano prove di trazione e piegamento ed una verifica dell’area relativa di nervatura o di dentellatura, secondo il metodo geometrico di cui alla seconda parte del § 11.3.2.10.4; il campionamento deve garantire che, nell’arco temporale di 3 mesi, vengano controllati tutti i fornitori e tutti i diametri per ogni tipologia di acciaio utilizzato e tutte le macchine raddrizzatrici presenti nel Centro di trasformazione.
Ogni controllo è costituito da 1 prelievo, ciascuno costituito da 3 campioni di uno stesso diametro sempre che il marchio e la documentazione di accompagnamento dimostrino la provenienza del materiale da uno stesso stabilimento nonché la stessa classe di acciaio.
Qualora non si raggiungano le quantità sopra riportate deve essere effettuato almeno un controllo per ogni giorno di lavorazione.
Tutte le prove suddette, che vanno eseguite dopo le lavorazioni e le piegature, devono riguardare la resistenza, l’allungamento, il piegamento e l’aderenza.
I risultati delle prove devono essere conformi a quanto indicato nella Tabella seguente.
Tab. 11.3.VI a) – Valori di accettazione nei centri di trasformazione – barre e rotoli dopo la raddrizzatura
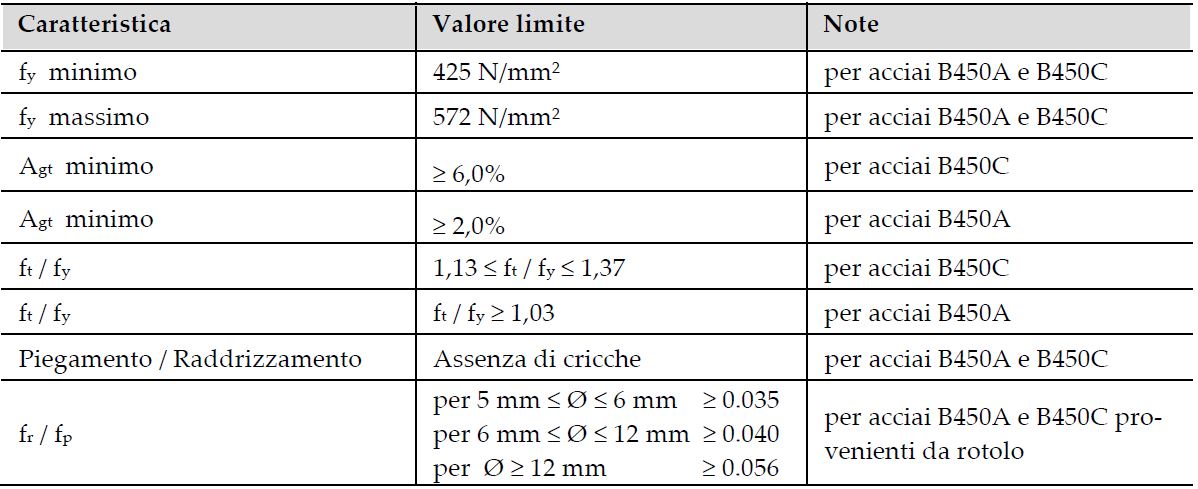
Qualora il risultato di una delle suddette prove non sia conforme, il direttore tecnico dispone la ripetizione della prova su 6 ulteriori campioni dello stesso diametro.
Ove anche da tale accertamento i limiti dichiarati non risultino rispettati, il controllo deve estendersi, previo avviso al fabbricante, a 25 campioni, applicando ai dati ottenuti la formula generale valida per i controlli sistematici in stabilimento (si faccia anche riferimento al 11.3.2.10.1.3).
L’ulteriore risultato negativo comporta l’inidoneità della partita e la trasmissione dei risultati al fabbricante, che sarà tenuto a farli inserire tra i risultati dei controlli statistici della sua produzione. Analoghe norme si applicano ai controlli di duttilità, aderenza e distacco al nodo saldato: un singolo risultato negativo sul primo prelievo comporta l’esame di 6 nuovi campioni dello stesso diametro, un ulteriore singolo risultato negativo comporta l’inidoneità della partita.
Inoltre il direttore tecnico deve comunicare il risultato anomalo sia al laboratorio di cui all’art. 59 del DPR n. 380/2001 incaricato dal Servizio tecnico centrale del controllo in stabilimento, sia al Servizio tecnico centrale stesso.
Il Direttore tecnico di stabilimento cura la registrazione di tutti i risultati delle prove di controllo interno su apposito registro, di cui deve essere consentita la visione a quanti ne abbiano titolo.
In caso di mancata sottoscrizione della richiesta di prove da parte del Direttore Tecnico, le certificazioni emesse dal laboratorio non possono assumere valenza ai sensi del presente decreto e di ciò deve essere fatta esplicita menzione sul certificato stesso.
I certificati emessi dai laboratori devono obbligatoriamente contenere almeno:
– l’identificazione del laboratorio che rilascia il certificato;
– una identificazione univoca del certificato (numero di serie e data di emissione) e di ciascuna sua pagina, oltre al numero totale di pagine;
– l’identificazione del Centro di Trasformazione;
– l’identificazione della fornitura cui le prove si riferiscono e l’indicazione dei giorni in cui è stata lavorata;
– il nominativo del Direttore Tecnico che richiede la prova;
– la descrizione e l’identificazione dei campioni da provare;
– la data di prelievo dei campioni da provare;
– la data di ricevimento dei campioni e la data di esecuzione delle prove;
– l’identificazione delle specifiche di prova o la descrizione del metodo o procedura adottata, con l’indicazione delle norme di riferimento per l’esecuzione della stessa;
– le dimensioni effettivamente misurate dei campioni;
– i valori delle grandezze misurate e l’esito delle prove di piegamento.
I certificati devono riportare, inoltre, l’indicazione del marchio identificativo di cui al §11.3.1.4, rilevato sui campioni da sottoporre a prova a cura del laboratorio incaricato dei controlli. Ove i campioni fossero sprovvisti di tale marchio, oppure il marchio non dovesse rientrare fra quelli depositati presso il Servizio Tecnico Centrale, di ciò deve essere riportata specifica annotazione sul certificato stesso; detti certificati, pertanto, non sono validi ai sensi delle presenti norme. Il lotto deve essere, quindi, respinto e tale non conformità deve essere segnalata al Servizio Tecnico Centrale.
11.3.2.10.4 Prove di aderenza
Ai fini della qualificazione, i prodotti in barre e in rotolo devono superare con esito positivo prove di aderenza conformemente al metodo Beam-test da eseguirsi presso uno dei laboratori di cui all’art. 59 del DPR n. 380/2001, con le modalità specificate nella norma UNI EN 10080:2005.
Le tensioni di aderenza ricavate devono soddisfare le seguenti relazioni:
![]()
![]()
essendo:
Ø il diametro nominale del campione in mm;
τm il valor medio della tensione di aderenza in MPa calcolata in corrispondenza di uno scorrimento pari a 0,01 , 0,1 ed 1 mm;
τr la tensione di aderenza massima al collasso.
Le prove devono essere estese ad almeno 3 diametri, come segue:
– uno nell’intervallo 5 ≤ Ø ≤ 10 mm (barre) e 5 ≤ Ø ≤ 8 mm (rotoli);
– uno nell’intervallo 12 ≤ Ø ≤ 18 mm (barre) e 10 ≤ Ø ≤ 14 mm (rotoli);
– uno pari al diametro massimo (barre e rotoli).
Per le verifiche periodiche della qualità e per le verifiche delle singole partite, non è richiesta la ripetizione delle prove di aderenza quando se ne possa determinare la rispondenza nei riguardi delle caratteristiche e delle misure geometriche, con riferimento alla serie di barre che hanno superato le prove stesse con esito positivo.
Con riferimento sia all’acciaio nervato che all’acciaio dentellato, per accertare la rispondenza delle singole partite nei riguardi delle proprietà di aderenza, si valuteranno su 3 campioni per ciascun diametro considerato, conformemente alle procedure riportate nella norma UNI EN ISO 15630-1:2010:
– il valore dell’area relativa di nervatura fr, per l’acciaio nervato;
– il valore dell’area relativa di dentellatura fp, per l’acciaio dentellato.
Il valore minimo di tali parametri è di seguito riportato:
Tab. 11.3.VI b)

Nel certificato di prova, oltre agli esiti delle verifiche di cui sopra, devono essere descritte le caratteristiche geometriche della sezione e delle nervature o delle dentellature.
11.3.2.11 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO ORDINARIO – RETI E TRALICCI ELETTROSALDATI
11.3.2.11.1 Controlli sistematici in stabilimento
11.3.2.11.1.1 Prove di qualificazione
Il laboratorio di cui all’art. 59 del DPR n. 380/2001 effettua, presso lo stabilimento di produzione, il prelievo di una serie di 80 campioni, ricavati da 40 diversi pannelli, 2 per ogni elemento.
Per le reti si preleverà un campione per ognuna delle due direzioni ortogonali del pannello. Per i tralicci si preleveranno i campioni da uno dei correnti inferiori e dal corrente superiori.
Ogni campione deve consentire due prove:
– prova di trazione su un campione di filo comprendente almeno un nodo saldato, per la determinazione della tensione a carico massimo, della tensione di snervamento e dell’allungamento;
– prova di resistenza al distacco offerta dalla saldatura del nodo, determinata forzando con idoneo dispositivo il filo trasversale nella direzione di quello longitudinale posto in trazione (secondo la norma UNI EN 10080:2005 per i tralicci e secondo la norma UNI EN ISO 15630-2:2010 per le reti elettrosaldate).
Il prelievo deve essere effettuato su tutti i prodotti che portano il marchio depositato in Italia, indipendentemente dall’etichettatura o dalla destinazione specifica.
Per la determinazione delle tensioni caratteristiche di snervamento ed al carico massimo, determinate in accordo con il § 11.3.2.3, valgono le medesime formule di cui al § 11.3.2.10.1.3 dove n, numero dei campioni considerati, va assunto nel presente caso pari a 80, ed il coefficiente k assume, in funzione di n, i valori riportati nelle tabelle di cui al § 11.3.2.10.1.3.
Qualora uno dei campioni sottoposti a prove di qualificazione non soddisfi i requisiti previsti nelle Norme Tecniche relativamente ai valori di allungamento o resistenza al distacco, il prelievo relativo all’elemento di cui trattasi va ripetuto su un altro elemento della stessa partita. Il nuovo prelievo sostituisce quello precedente a tutti gli effetti. Un ulteriore risultato negativo comporta la ripetizione delle prove di qualificazione.
11.3.2.11.1.2 Prove di verifica della qualità
Il laboratorio incaricato, di cui all’articolo 59 del DPR 380/01, deve effettuare controlli saltuari ad intervalli non superiori a tre mesi, su una serie di 20 campioni, ricavati da 10 diversi elementi, 2 per ogni elemento. Il prelievo deve essere effettuato su tutti i prodotti recanti il marchio depositato in Italia, indipendentemente dall’etichettatura o dalla destinazione specifica.
Sulla suddetta serie il laboratorio effettua la prova di trazione e di distacco. I corrispondenti risultati vengono aggiunti a quelli dei precedenti prelievi dopo aver eliminato la prima serie in ordine di tempo.
Si determinano così le nuove tensioni caratteristiche sostitutive delle precedenti sempre ponendo n = 80.
Ove i valori caratteristici riscontrati risultino inferiori ai minimi di cui ai §§ 11.3.2.1 e 11.3.2.2, il laboratorio incaricato sospende le prove di verifica della qualità dandone comunicazione al Servizio Tecnico Centrale e ripete la qualificazione solo dopo che il fabbricante ha ovviato alle cause che hanno dato luogo al risultato insoddisfacente.
Qualora uno dei campioni sottoposti a prove di verifica non soddisfi i valori previsti al § 11.3.2, il prelievo relativo all’elemento di cui trattasi va ripetuto su un altro elemento della stessa partita. Il nuovo prelievo sostituisce quello precedente a tutti gli effetti. In caso di ulteriore risultato negativo, il laboratorio incaricato sospende le prove di verifica della qualità dandone comunicazione al Servizio Tecnico Centrale e ripete la qualificazione dopo che il fabbricante ha ovviato alle cause che hanno dato luogo al risultato insoddisfacente.
11.3.2.11.2 Controlli su singoli lotti di produzione
Negli stabilimenti soggetti ai controlli sistematici, i produttori qualificati possono sottoporre a ulteriori controlli singoli lotti di produzione a cura del laboratorio incaricato.
I controlli consistono nel prelievo per ogni lotto di un numero n di campioni, non inferiore a 20 e ricavati da almeno 10 diversi elementi, sui quali si effettuano le prove previste al § 11.3.2.11.1.2.
Le tensioni caratteristiche di snervamento e carico massimo devono essere calcolate a mezzo delle formule di cui al § 11.3.2.10.1.3 nelle quali n è il numero dei saggi prelevati.
11.3.2.12 CONTROLLI DI ACCETTAZIONE IN CANTIERE
I controlli di accettazione in cantiere sono obbligatori e devono essere effettuati, entro 30 giorni dalla data di consegna del materiale, a cura di un laboratorio di cui all’art. 59 del DPR n. 380/2001.
Essi devono essere eseguiti in ragione di 3 campioni ogni 30 t di acciaio impiegato della stessa classe proveniente dallo stesso stabilimento o Centro di trasformazione, anche se con forniture successive.
Il prelievo dei campioni va eseguito alla presenza del Direttore dei Lavori o di un tecnico di sua fiducia che provvede alla redazione di apposito verbale di prelievo ed alla identificazione dei provini mediante sigle, etichettature indelebili, ecc.; la certificazione effettuata dal laboratorio prove materiali deve riportare il riferimento a tale verbale. La richiesta di prove al laboratorio incaricato deve essere sempre firmata dal Direttore dei Lavori, che rimane anche responsabile della trasmissione dei campioni.
Il laboratorio incaricato di effettuare le prove provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
I campioni devono essere ricavati da barre di uno stesso diametro o della stessa tipologia (in termini di diametro e dimenioni) per reti e tralicci, e recare il marchio di provenienza.
I valori di resistenza ed allungamento di ciascun campione, accertati in accordo con il § 11.3.2.3, da eseguirsi comunque prima della messa in opera del prodotto riferiti ad uno stesso diametro, devono essere compresi fra i valori massimi e minimi riportati nelle Tabelle seguenti, rispettivamente per barre e reti e tralicci:
Tab. 11.3.VII a) – Valori di accettazione in cantiere – barre
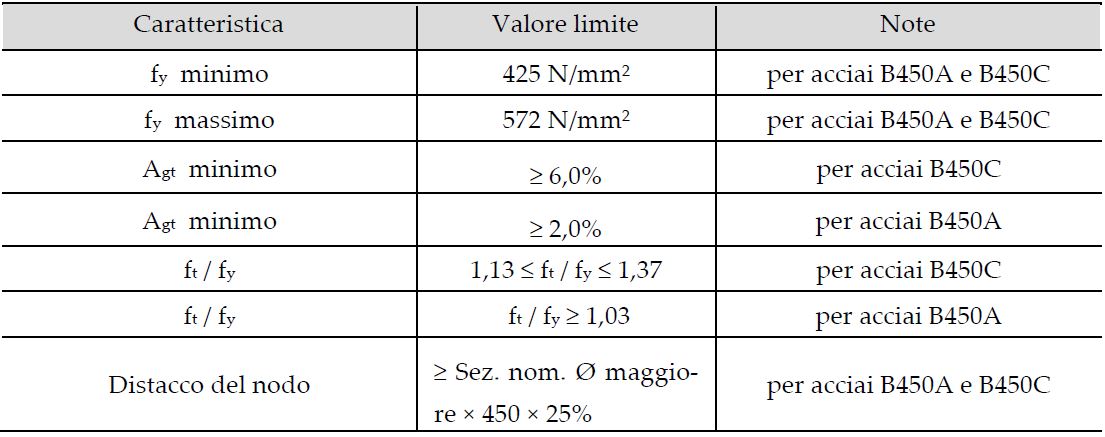
Tab. 11.3.VII b) – Valori di accettazione in cantiere – reti e tralicci
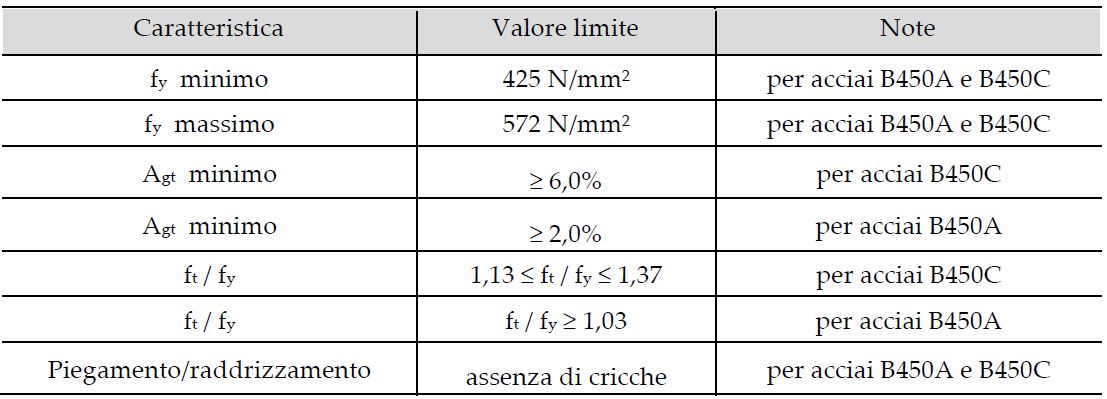
Qualora il risultato non sia conforme a quello dichiarato dal fabbricante, il direttore dei lavori dispone la ripetizione della prova su 6 ulteriori campioni dello stesso diametro.
Ove anche da tale accertamento i limiti dichiarati non risultino rispettati, il controllo deve estendersi, previo avviso al fabbricante nel caso di fornitura di acciaio non lavorato presso un centro di trasformazione, o al centro di trasformazione, a 25 campioni, applicando ai dati ottenuti la formula generale valida per controlli sistematici in stabilimento (Cfr. § 11.3.2.10.1.3).
L’ulteriore risultato negativo comporta l’inidoneità della partita e la trasmissione dei risultati al fabbricante, nel caso di fornitura di acciaio non lavorato presso un centro di trasformazione, o al centro di trasformazione, che sarà tenuto a farli inserire tra i risultati dei controlli statistici della sua produzione. Analoghe norme si applicano ai controlli di duttilità, aderenza e distacco al nodo saldato: un singolo risultato negativo sul primo prelievo comporta l’esame di sei nuovi campioni dello stesso diametro, un ulteriore singolo risultato negativo comporta l’inidoneità della partita.
Inoltre il direttore dei lavori deve comunicare il risultato anomalo al Servizio tecnico centrale.
I certificati relativi alle prove meccaniche degli acciai devono riportare l’indicazione del marchio identificativo di cui al § 11.3.1.4 delle presenti Norme tecniche, rilevato sui campioni da sottoporre a prova a cura del laboratorio incaricato dei controlli. Ove i campioni fossero sprovvisti di tale marchio, oppure il marchio non dovesse rientrare fra quelli depositati presso il Servizio tecnico centrale, di ciò deve essere riportata specifica annotazione sul certificato di prova.
Il prelievo dei campioni va effettuato a cura del Direttore dei Lavori o di un tecnico di sua fiducia che deve assicurare, mediante sigle, etichettature indelebili, ecc., che i campioni inviati per le prove al laboratorio incaricato siano effettivamente quelli da lui prelevati.
Qualora la fornitura di elementi sagomati o assemblati, provenga da un Centro di trasformazione, il Direttore dei Lavori, dopo essersi accertato preliminarmente che il suddetto Centro di trasformazione sia in possesso dei requisiti previsti al § 11.3.1.7, può recarsi presso il medesimo Centro di trasformazione ed effettuare in stabilimento tutti i controlli di accettazione prescritti al presente paragrafo. In tal caso il prelievo dei campioni viene effettuato dal Direttore Tecnico del Centro di trasformazione secondo le disposizioni del Direttore dei Lavori; quest’ultimo deve assicurare, mediante sigle, etichettature indelebili, ecc., che i campioni inviati per le prove da effettuarsi presso il laboratorio di cui all’art. 59 del DPR n. 380/2001 incaricato delle prove di accettazione in cantiere, siano effettivamente quelli prelevati, nonché sottoscrivere la relativa richiesta di prove contenente l’indicazione delle strutture cui si riferisce ciascun prelievo. In caso di mancata sottoscrizione della richiesta di prove da parte del Direttore dei Lavori, le certificazioni emesse dal laboratorio non possono assumere valenza ai sensi del presente decreto e di ciò ne deve essere fatta esplicita menzione sul certificato stesso.
I certificati emessi dai laboratori devono obbligatoriamente contenere almeno:
– l’identificazione del laboratorio che rilascia il certificato;
– una identificazione univoca del certificato (numero di serie e data di emissione) e di ciascuna sua pagina, oltre al numero totale di pagine;
– l’identificazione del committente dei lavori in esecuzione e del cantiere di riferimento;
– il nominativo del Direttore dei Lavori che richiede la prova;
– la descrizione e l’identificazione dei campioni da provare;
– la data di ricevimento dei campioni e la data di esecuzione delle prove;
– l’identificazione delle specifiche di prova o la descrizione del metodo o procedura adottata, con l’indicazione delle norme di riferimento per l’esecuzione della stessa;
– le dimensioni effettivamente misurate dei campioni;
– i valori delle grandezze misurate e l’esito delle prove di piegamento.
I certificati devono riportare, inoltre, l’indicazione del marchio identificativo rilevato a cura del laboratorio incaricato dei controlli, sui campioni da sottoporre a prove. Ove i campioni fossero sprovvisti di tale marchio, oppure il marchio non dovesse rientrare fra quelli depositati presso il Servizio Tecnico Centrale, le certificazioni emesse dal laboratorio non possono assumere valenza ai sensi delle presenti norme e di ciò ne deve essere fatta esplicita menzione sul certificato stesso.
11.3.3. ACCIAIO PER CALCESTRUZZO ARMATO PRECOMPRESSO
È ammesso esclusivamente l’impiego di acciai qualificati secondo le procedure di cui al precedente § 11.3.1.2 e controllati con le modalità riportate nel § 11.3.3.5.
11.3.3.1 CARATTERISTICHE DIMENSIONALI E DI IMPIEGO
L’acciaio per armature da precompressione è generalmente fornito sotto forma di:
Filo: prodotto trafilato di sezione piena che possa fornirsi in rotoli o in fasci;
Barra: prodotto laminato di sezione piena che possa fornirsi soltanto in forma di elementi rettilinei, le caratteristiche finali del prodotto possono essere conferite con trattamento termico o meccanico successivo alla laminazione;
Treccia: prodotti formati da 2 o 3 fili trafilati dello stesso diametro nominale avvolti ad elica intorno al loro comune asse longitudinale fornito in rotolo o bobine; passo e senso di avvolgimento dell’elica sono eguali per tutti i fili della treccia;
Trefolo: prodotto formato da 6 fili trafilati avvolti ad elica intorno ad un filo trafilato rettilineo completamente ricoperto dai fili elicoidali, fornito in bobine. Il passo ed il senso di avvolgimento dell’elica sono uguali per tutti i fili di uno stesso strato esterno.
Per quanto non specificato nel presente paragrafo riguardo fili, trecce e trefoli si deve fare riferimento alle norme UNI 7675:2016 ed UNI 7676:2016.
I fili possono essere a sezione trasversale circolare o di altre forme e devono essere prodotti da vergella avente composizione chimica conforme a una delle seguenti norme:
- UNI EN ISO 16120-2:2017,
- UNI EN ISO 16120-4:2017.
I fili sono individuati mediante il diametro nominale o il diametro nominale equivalente riferito alla sezione circolare equipesante.
La superficie dei fili può essere liscia o improntata.
Non è consentito l’impiego di fili lisci nelle strutture precompresse ad armature pre-tese.
I fili delle trecce possono essere lisci o improntati. I fili dello strato esterno dei trefoli possono essere lisci od improntati. I fili dei trefoli e delle trecce devono essere prodotti da vergella avente caratteristiche meccaniche e composizione chimica omogenee e conformi ad una delle seguenti norme:
- UNI EN ISO 16120-2:2017,
- UNI EN ISO 16120-4: 2017.
Il processo di improntatura deve essere completato prima della trecciatura o della trefolatura, rispettivamente per le trecce e per i trefoli.
I trefoli compattati possono essere prodotti per trafilatura o laminazione dopo la trefolatura e prima del trattamento termico.
Quando la trefolatura e la compattazione sono eseguite contemporaneamente, il filo centrale rettilineo deve avere diametro almeno uguale a quello dei fili esterni.
Le barre possono essere lisce, a filettatura continua o parziale, con risalti o nervature; vengono individuate mediante il diametro nominale nel caso di barre lisce o mediante il diametro nominale equivalente riferito alla sezione circolare equipesante nel caso di barre non lisce. Le barre filettate devono avere filetto con passo uniforme e non superiore a 0,8 volte il diametro nominale. Le barre a filettatura continua o parziale, con risalti o nervature, devono avere geometria superficiale conforme a quanto specificato nel § 11.3.3.5.2.3.
Per quanto riguarda la marchiatura dei prodotti, generalmente costituita da sigillo o etichettatura sulle legature, vale quanto indicato al § 11.3.1.4. Le barre con risalti o nervature dovranno essere fornite con marchio apposto sulle singole barre.
Per la documentazione di accompagnamento delle forniture vale quanto indicato al § 11.3.1.5. Le forniture dovranno altresì essere accompagnate da un certificato di qualità e conformità, tipo 3.1, rilasciato secondo la Norma UNI EN 10204.
I trefoli e le trecce possono essere prodotti e forniti protetti con guaina oppure protetti con cera o grasso, oltre alla guaina. Le caratteristiche delle guaina, della cera e del grasso sono specificate nella norma UNI 7676:2009.
Tutti i prodotti possono essere forniti con protezione superficiale costituita da uno strato di zinco. L’operazione di zincatura deve essere eseguita come specificato nelle UNI 7675:2009 ed UNI 7676:2009. Lo spessore dello strato di zinco o la quantità di zinco per unità di lunghezza di prodotto, deve essere verificato secondo quanto specificato nelle UNI 7675:2009 ed UNI 7676:2009.
I fili devono essere forniti in rotoli di diametro tale che, all’atto dello svolgimento, allungati al suolo su un tratto di 10 m non presentino curvatura con freccia superiore a 400 mm; il fabbricante deve indicare il diametro minimo di avvolgimento.
I fili devono essere esenti da saldature.
Sono ammesse le saldature di fili destinati alla produzione di trecce e di trefoli se effettuate prima della trafilatura; non sono ammesse saldature durante l’operazione di cordatura.
All’atto della posa in opera gli acciai devono presentarsi privi di ossidazione, corrosione, difetti superficiali visibili, pieghe.
È tollerata un’ossidazione che scompaia totalmente mediante sfregamento con un panno asciutto.
In cantiere non è ammessa alcuna operazione di raddrizzamento.
Con riferimento ai procedimenti di saldatura ed alla qualifica dei saldatori impiegati per giunzioni saldate delle barre, si applicano la norma UNI EN ISO 17660-1:2007 per i giunti saldati destinati alla trasmissione dei carichi ed UNI EN 17660-2:2007 per i giunti saldati non destinati alla trasmissione dei carichi.
11.3.3.2 CARATTERISTICHE DEI PRODOTTI
Gli acciai per armature da precompressione devono possedere proprietà meccaniche e di duttilità, garantite dal fabbricante, non inferiori a quelle indicate nella successiva Tab. 11.3.VIII:
Tab. 11.3.VIII
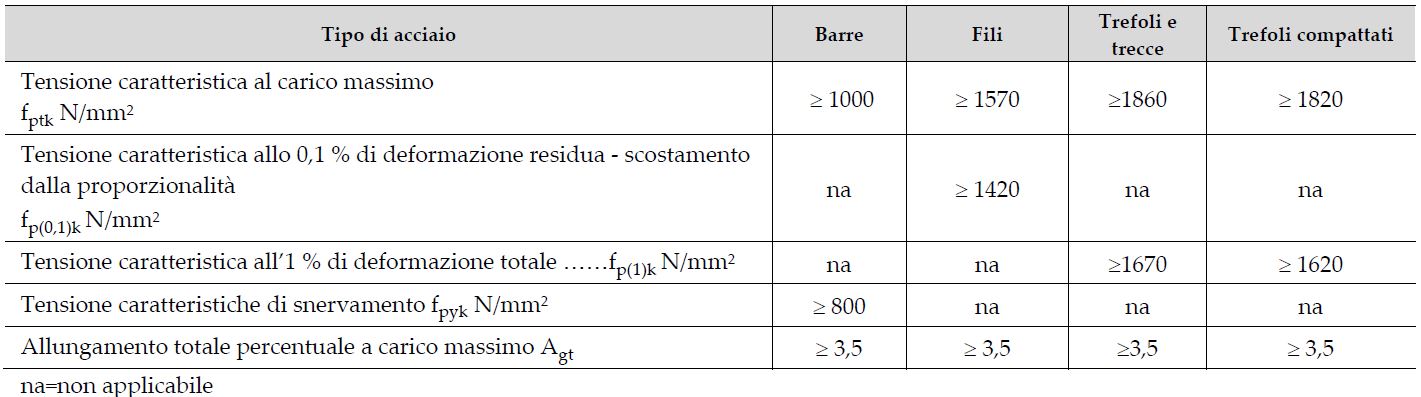
Per il modulo di elasticità si farà riferimento al catalogo del fabbricante.
Le grandezze qui di seguito elencate: Ø, A, M, Z, fptk, fp(0,1)k fpyk, fp(1)k, fp(0,1)/fpt, fpy/fpt, fp(1)/fpt, fpt/fptk, Agt, Ep, l, N, α (180°), N, L, ρ, p, t devono formare oggetto di garanzia da parte del fabbricante ed i corrispondenti valori garantiti figurare nel relativo catalogo.
Il controllo delle grandezze di cui sopra è eseguito secondo le modalità e le prescrizioni indicate nei punti successivi.
Pertanto i valori delle grandezze:
Ø, A, M sono confrontati con quelli che derivano dall’applicazione ai valori nominali, delle tolleranze prescritte al § 11.3.3.5.2.3;
fptk, fpyk fp(1)k, fp(0,1)k ottenuti applicando ai valori singoli fpt, fpy, fp(1), fp(0,1) la formula xk = x – k s , sono confrontati con i corrispondenti valori caratteristici garantiti che figurano nel catalogo del fabbricante e con quelli della Tab. 11.3.VIII; nella formula precedente è inteso che sia:
xk = valore caratteristico della grandezza;
x = valore medio dei singoli valori in considerazione;
k = coefficiente dedotto dalla Tab. 11.3.IV in funzione del numero n di valori singoli in considerazione;
s = scarto quadratico medio della distribuzione dei valori singoli;
fp(0,1)/fpt, fpy/fpt, e fp(1)/fpt ottenuti come rapporto tra i valori singoli fp(0,1), fpy, fp(1) e il corrispondente valore al carico massimo fpt, devono risultare compresi tra il valore minimo e il valore massimo riportati al successivo § 11.3.3.5.2.3;
fpt/fptk, Agt sono confrontati, rispettivamente, con il corrispondente valore massimo indicato al § 11.3.3.5.2.3 e con il valore minimo che figura nella Tab. 11.3.VIII;
l è confrontato con quanto riportato nella Tab.11.3.X;
N, α (180°) sono confrontati con quelli prescritti al § 11.3.3.5.2.3;
Ep, D, L, ρ sono conformi con quelli prescritto al § 11.3.3.5.2.3;
Z, p sono confrontati con i corrispondenti valori limite indicati al successivo § 11.3.3.5.2.3;
t è confrontato con i corrispondenti valori limite indicati al successivo § 11.3.3.5.2.1.
Si prende inoltre in considerazione la forma del diagramma sforzi deformazioni ottenuta nella prova di trazione.
11.3.3.3 CADUTE DI TENSIONE PER RILASSAMENTO
Le cadute di tensione per rilassamento devono essere riferite al valore percentuale ottenuto sperimentalmente dopo 1000 ore dalla messa in tensione (ρ1000). La tensione iniziale ( σspi) di prova deve essere pari al 70% del valore fpt ottenuto come valore medio della tensione al carico massimo ottenuta su due saggi prelevati in adiacenza a quello sottoposto a prova.
Il valore della caduta di rilassamento dopo 1000 ore (ρ1000), non può essere assunto superiore a quello indicato nella tabella 11.3.IX.
In mancanza di specifica sperimentazione, i valori di ρ1000 possono essere tratti dalla Tab. 11.3.IX.
Tab. 11.3.IX

Il rilassamento di armature che subiscono un ciclo termico dopo la messa in tensione deve essere valutato sperimentalmente.
11.3.3.4 CENTRI DI TRASFORMAZIONE
Si definisce Centro di trasformazione, nell’ambito degli acciai per calcestruzzo armato precompresso, un impianto esterno alla fabbrica e/o al cantiere, fisso o mobile, che riceve dal fabbricante di acciaio elementi base (fili, trecce, trefoli, barre, ecc.) e confeziona elementi strutturali direttamente impiegabili in cantiere per la messa in opera.
11.3.3.5 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO PRECOMPRESSO
11.3.3.5.1 Prescrizioni comuni – Modalità di prelievo
I saggi destinati ai controlli:
– non devono essere avvolti con diametro inferiore a quello della bobina o rotolo di provenienza;
– devono essere prelevati con le lunghezze richieste dal laboratorio incaricato delle prove ed in numero sufficiente per eseguire eventuali prove di controllo o ripetizioni successive e devono essere contrassegnati univocamente;
– devono essere adeguatamente protetti nel trasporto.
11.3.3.5.2 Controlli sistematici in stabilimento
11.3.3.5.2.1 Prove di qualificazione
Il laboratorio incaricato deve effettuare, presso lo stabilimento di produzione, il prelievo di una serie di 50 saggi, 5 per lotto, da 10 lotti di produzione diversi. I 10 lotti di produzione presi in esame per le prove di qualificazione devono essere costituiti da prodotti della stessa forma ed avere la stessa resistenza nominale, ma non necessariamente lo stesso diametro e la stessa caratteristica di formazione. I diametri dei prodotti sottoposti a prova devono comprendere i valori minimo e massimo per i quali il fabbricante chiede la qualificazione. Per quanto riguarda i trefoli e le trecce, è inteso che le caratteristiche di omogeneità e di continuità di produzione richiamate nella definizione di lotto di produzione di cui al § 11.3.1.1, si estendono a tutti i fili che costituiscono il prodotto. Gli acciai devono essere raggruppati in categorie nel catalogo del fabbricante ai fini della relativa qualificazione.
I 5 saggi di ogni singolo lotto vengono prelevati da differenti fasci, rotoli o bobine. Ogni saggio deve recare contrassegni atti ad individuare il lotto ed il rotolo, la bobina o il fascio di provenienza.
Sulla serie di 50 saggi vengono determinate le grandezze Ø, A, M, Z, fpt, fpy, fp(0,1), fp(1), l, Ep, Agt, N, α (180°) sotto il controllo di un
laboratorio di cui all’art. 59 del DPR n. 380/2001. Le relative prove possono essere eseguite alla presenza dei tecnici del laboratorio
incaricato presso il laboratorio dello stabilimento di produzione purché venga rispettato quanto prescritto dalle norme in merito
alla verifica della taratura delle attrezzature.
I valori caratteristici fptk, fpyk, fp(0,1)k, fp(1)k ottenuti dall’elaborazione statistica dei risultati con la relazione del punto 11.3.3.2, devono rispettare i valori minimi di cui alla Tab. 11.3.VIII, oppure quelli dichiarati e garantiti dal fabbricante.
Gli scarti quadratici medi delle rispettive distribuzioni devono risultare non superiori al 3% del valore medio per fpt, e al 4% per fpy, fp(0,1), fp(1).
Il valore dei rapporti fp(0,1)/fpt, fpy/fpt, e fp(1)/fpt ed il valore massimo della tensione al carico massimo fpt non possono eccedere i limiti indicati al § 11.3.3.5.2.3.
Tutti i valori di allungamento totale percentuale Agt devono risultare almeno uguali a quelli riportati nella Tab. 11.3.VIII.
Vengono quindi ulteriormente determinati:
- la caduta per rilassamento r, su saggi provenienti da 4 lotti, in numero di 3 saggi per ogni lotto.
- il limite di fatica L sotto carico assiale, con la procedura indicata al punto 6.8.4 della norma UNI EN 1992-1-1:2005.
- la grandezza D, per i trefoli di diametro maggiore o uguale a 12,5 mm, su saggi provenienti da 5 lotti. Per ciascun lotto il numero di saggi è indicato nella UNI EN ISO 15630-3:2010. Il risultato dovrà essere confrontato con il limite specificato al § 11.3.3.5.2.3.
- la durata di vita a rottura t con delle prove di corrosione sotto tensione, secondo norma UNI EN ISO 15630-3:2010 soluzione A, effettuate su 3 lotti in numero di 6 per lotto. Il diametro nominale dei lotti scelti deve essere possibilmente diverso. In ogni caso per almeno uno dei lotti il diametro deve essere il più piccolo tra quelli appartenenti alla gamma di produzione oggetto della qualificazione e presenti all’atto del controllo. Il risultato dovrà essere confrontato con i limiti specificati al § 11.3.3.5.2.3.
- la durata di vita a rottura t2 con delle prove di corrosione sotto tensione, secondo norma UNI EN ISO 15630-3:2010 soluzione B, effettuate su 2 lotti in numero di 1 per lotto. Il diametro nominale dei 2 lotti scelti deve essere diverso. In ogni caso per almeno uno dei lotti il diametro deve essere il più piccolo tra quelli appartenenti alla gamma di produzione oggetto della qualificazione e presenti all’atto del controllo. Il risultato ottenuto dal test non dovrà essere inferiore alle 2000 ore.
Le prove per la determinazione di r, L, D e t, devono essere eseguite nel laboratorio di cui all’art. 59 del DPR n. 380/2001. Tutti i risultati di prova devono essere positivi in relazione al valore garantito dal fabbricante per il rilassamento ed alle prescrizioni contenute nel § 11.3.3.5.2.3 per le rimanenti grandezze.
Infine si effettueranno le determinazioni:
- del minimo valore del rapporto tra il diametro del filo centrale e quello dei fili periferici su un saggio per lotto di trefoli;
- del passo di avvolgimento, su un saggio per lotto di trecce e di trefoli;
- del comportamento al piegamento del filo centrale di un saggio per lotto di trefoli;
- del coefficiente di strizione a rottura Z su un saggio per ogni lotto nel caso delle trecce e dei trefoli;
- delle profondità delle impronte per i prodotti improntati;
verificando che i risultati ottenuti siano tutti conformi alle limitazioni date al § 11.3.3.5.2.3.
11.3.3.5.2.2 Prove di verifica della qualità
Ai fini della verifica della qualità il laboratorio incaricato deve effettuare controlli saltuari su un campione costituito da 5 saggi provenienti da un lotto per ogni categoria di armatura. Il controllo verte su un minimo di sei lotti ogni trimestre da sottoporre a prelievo in non meno di tre sopralluoghi. Su tali saggi il laboratorio viene determinato il valore delle grandezze Ø, A, M, L, fpt, 1, fpy , fp(1), fp(0,1), fp(0,1)/fpt, fpy/fpt, e fp(1)/fpt, Ep, N, Agt , α (180°).
I valori caratteristici fptk, fpyk, f(0,1)k, fp(1)k calcolati con la formula del precedente § 11.3.3.5.2.1 devono rispettare i valori minimi di cui alla Tab. 11.3.VIII oppure i valori dichiarati dal fabbricante.
Se gli scarti quadratici medi risultano superiori al 3% del valore medio per fpt, e al 4% per fpy, f(0,1), fp(1), il controllo si intende sospeso e la procedura di qualificazione deve essere ripresa dall’inizio.
Ove i valori caratteristici fptk, fpyk, f(0,1)k, fp(1)k riscontrati risultino inferiori ai valori minimi di cui alla Tab. 11.3.VIII, oppure i valori dei rapporti fp(0,1)/fpt, fpy/fpt, e fp(1)/fpt non siano compresi tra i limiti specificati nel § 11.3.3.5.2.3, il laboratorio incaricato sospende le verifiche della qualità dandone comunicazione al Servizio Tecnico Centrale che autorizzerà il laboratorio di cui all’art. 59 del DPR n. 380/2001 a ripetere le prove di qualificazione solo dopo che il fabbricante abbia ovviato alle cause che hanno dato luogo al risultato insoddisfacente e previa eventuale nuova visita ispettiva.
Per il calcolo del valore caratteristico delle grandezze fpt, fpy, fp(0,1), fp(1) devono essere prese in considerazione sempre 10 serie di 5 saggi, facenti parte dei prodotti oggetto della qualificazione, da aggiornarsi ad ogni prelievo, aggiungendo la nuova serie ed eliminando la prima in ordine di tempo. I nuovi valori delle medie e degli scarti quadratici medi così ottenuti vengono utilizzati per la determinazione delle nuove tensioni caratteristiche, sostitutive di quelle precedenti, ponendo sempre n = 50.
Per le grandezze r e per la resistenza alla fatica, i controlli si effettuano una volta al semestre, per entrambe su 3 saggi provenienti dallo stesso lotto per ogni categoria di armatura.
La grandezza D, per i trefoli di diametro maggiore o uguale a 12,5 mm, è determinata una volta al semestre su saggi provenienti da un lotto, nel numero previsto dalla UNI EN ISO 15630-3:2010.
Le prove di corrosione sotto tensione per la determinazione della durata di vita a rottura t sono effettuate 1 volta al semestre su 1 lotto, in numero di 6 saggi per lotto.
Le prove per la determinazione delle grandezze r, D e t e per la valutazione delle resistenza alla fatica, vengono eseguite nel laboratorio di cui all’art. 59 del DPR n. 380/2001. Tutti i risultati di prova devono essere positivi in relazione al valore indicato nella Tabella 11.3.VIII per la caduta di rilassamento e alle limitazioni date nel § 11.3.3.5.2.3 per le grandezze D e t.
Su un saggio per lotto di trefoli si effettueranno le determinazioni del rapporto tra il diametro del filo centrale e quello dei fili periferici confrontandoli con quelli limite indicati al § 11.3.3.5.2.3.
Su un saggio per lotto di trecce e di trefoli, si calcolerà il valore del coefficiente di strizione a rottura Z e si misurerà il passo di avvolgimento p di cui al § 11.3.3.5.2.3.
Il laboratorio di cui al all’art. 59 del DPR n. 380/2001 provvederà ad effettuare i prelievi sopramenzionati, provvedendo, per quanto possibile, a coprire tutti i diametri compresi nell’intervallo oggetto della qualificazione.
11.3.3.5.2.3 Determinazione delle proprietà e tolleranze
Qualora non diversamente specificato, le determinazioni e le misure di cui al presente paragrafo si effettuano, per i fili, le trecce, i trefoli e le barre, secondo quanto indicato nelle pertinenti parti delle norme UNI EN ISO 15630-1, 2 e 3.
I valori delle tensioni fpt, fpy, fp(0,1), fp(1) devono essere riferiti al valore nominale dell’area della sezione trasversale riportata nel catalogo del fabbricante.
Diametro (Ø), area della sezione trasversale (A) e massa per unità di lunghezza (M)
L’area della sezione trasversale si valuta per pesata assumendo che la densità dell’acciaio sia pari a 7,81 kg/dm³ per i fili, le trecce e i trefoli e 7,85 kg/dm³ per le barre.
Qualora richiesto, il diametro dei fili lisci e delle barre lisce si misura con uno strumento appropriato che garantisca una accuratezza di lettura di 0,01 mm o migliore.
Il valore ottenuto per la massa deve essere riferito a un metro di lunghezza di prodotto.
Sui valori nominali delle aree delle sezioni dei fili, delle barre, delle trecce e dei trefoli è ammessa una tolleranza di ± 2%. Per le barre la tolleranza è compresa tra -2% e +6%. Le stesse tolleranze si applicano al valore della massa nominale per unità di lunghezza dichiarata dal fabbricante.
Nei calcoli statici si adottano le aree delle sezioni nominali.
Rettilineità
I prodotti forniti in rotolo o in bobine devono avere raggio di avvolgimento tale per cui all’atto dello svolgimento, allungati al suolo, su un tratto di 1 m non presentino curvatura con freccia superiore a 25 mm; il fabbricante deve indicare il diametro minimo di avvolgimento del prodotto. Nel caso di fili forniti in fasci il valore massimo di curvatura come sopra definito è pari a 10 mm.
Per le barre il valore massimo di deviazione dalla rettilineità, misurato su una qualsiasi lunghezza, non deve superare 4 mm per metro di lunghezza.
Ovalità
L’ovalità dei fili lisci, definita come differenza tra massimo e minimo diametro misurato, non deve essere maggiore di 2/100 del loro diametro nominale. La misurazione delle dimensioni deve essere effettuata con uno strumento che garantisca una accuratezza di lettura di 1/100 di mm o migliore. Il diametro medio, inteso come media delle misurazione di due diametri ortogonali tra loro di cui uno sia il massimo tra quelli ottenuti, non deve differire per più dell’1% dal valore nominale del diametro dichiarato dal fabbricante.
Passo di avvolgimento (p)
Il passo di avvolgimento dei fili delle trecce deve essere compreso tra 14 e 22 volte il loro diametro nominale.
Il passo di avvolgimento dei fili esterni dei trefoli deve essere compreso tra 14 e 18 volte il loro diametro nominale.
Diametro dei fili delle trecce e dei trefoli
Il rapporto tra il diametro del filo interno e quello di ciascuno dei fili esterni di un trefolo a fili lisci o improntati deve essere almeno pari a 1,03.
Per la misurazione deve essere usato uno strumento che assicuri una risoluzione di 0,01 mm o migliore.
Dimensioni delle impronte nei prodotti improntati.
Nei fili, nelle trecce e nei trefoli improntati, le dimensioni delle impronte devono rispettare quanto riportato nella Tab. 11.3.X.
Tab. 11.3.X - Dimensioni e tolleranze per le impronte dei fili, delle trecce e dei trefoli improntati (mm).
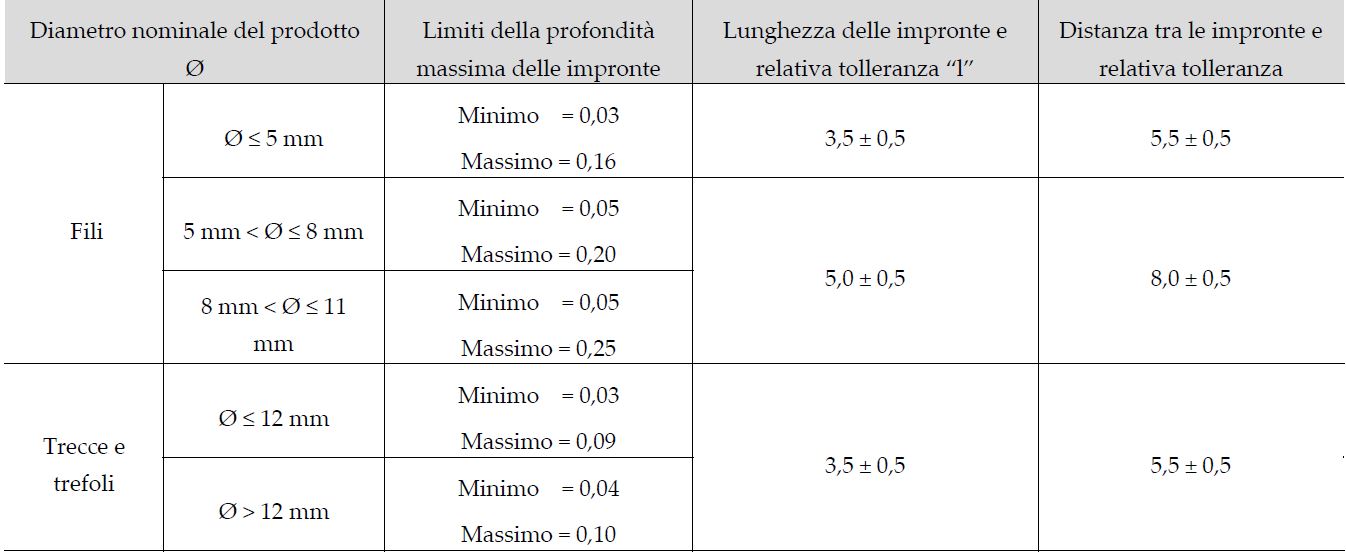
Coefficiente di strizione (Z)
Il valore minimo del coefficiente di strizione Z, riferito al valore dell’area della sezione trasversale effettiva dei fili costituenti le trecce e i trefoli, è pari al 25% per i fili lisci e pari al 20% per i fili improntati.
Per i fili lisci la grandezza Z non deve essere inferiore al 25%. Tale limite si riduce al 20% per i fili improntati.
Per le barre è richiesta una rottura duttile (con strizione) visibile ad occhio nudo.
Tensione al carico massimo (fpt)
La determinazione di fpt si effettua per mezzo della prova di trazione. La tensione al carico massimo non può essere maggiore del corrispondente valore caratteristico garantito dal fabbricante, incrementato del 15%.
Tensione di scostamento dalla proporzionalità allo 0.1% (fp(0,1))
Il valore della tensione fp(0,1) si ricava dal corrispondente diagramma sforzi – deformazioni, ottenuto con prove di trazione.
Tensione di snervamento (fpy)
Per le barre, il valore della tensione di snervamento fpy si ricava dal corrispondente diagramma sforzi – deformazioni ottenuto con la prova di trazione.
Modulo di elasticità (Ep)
Il modulo di elasticità Ep è inteso come rapporto fra la differenza di tensione media e la differenza di deformazione corrispondente, valutato per l’intervallo di tensione (0,2-0,7) fpt sul diagramma sforzi-deformazioni ottenuto con la prova di trazione .
Sono tollerati scarti del ± 5% rispetto al valore dichiarato dal fabbricante.
Tensione all’1% di deformazione totale (fp(1))
Il valore della tensione corrispondente all’1% di deformazione totale si ricava dal diagramma sforzi-deformazioni ottenuto con la prova di trazione.
Limiti del rapporto tra le tensioni fp(0,1), fpy, fp(1) e la tensione al carico massimo fpt
Il valore delle grandezze fp(0,1)/fpt, fpy/fpt, e fp(1)/fpt ottenute come rapporto tra i valori singoli fp(0,1), fpy, fp(1) e il corrispondente valore al carico massimo fpt, deve risultare compreso tra i limiti 0,87 e 0,95.
Allungamento totale percentuale sotto carico massimo (Agt)
Il valore dell’allungamento totale percentuale sotto carico massimo si ricava dal diagramma sforzi-deformazioni ottenuto con la prova di trazione La base di misura dell’estensimetro deve essere in accordo alla UNI 7676:2016 per trefolo e treccia; UNI 7675:2016 per i fili e ≥ 200 mm per le barre.
Prova di piegamento alternato (N)
La prova di piegamento alternato si esegue su fili aventi Ø ≤ 8.
Il numero dei piegamenti alterni a rottura non deve risultare inferiore a 4 per i fili lisci e a 3 per i fili con impronte. Per il filo centrale dei trefoli valgono gli stessi limiti precedenti.
Prova di piegamento (α)
La prova di piegamento si esegue su fili aventi Ø ≥ 8 mm e su barre.
L’angolo di piegamento deve essere di 180° e il diametro del mandrino deve essere pari a:
5 Ø per i fili;
6 Ø per le barre con Ø ≤ 26 mm
8 Ø per le barre con Ø > 26 mm.
Resistenza a fatica (L)
Le prove per la determinazione del limite di fatica L e della resistenza alla fatica, vengono condotte con sollecitazione assiale a ciclo pulsante, facendo oscillare la tensione fra un valore superiore σ1 e un valore inferiore σ2. Il risultato della prova per la verifica di resistenza a fatica è ritenuto soddisfacente se il campione sopporta, senza rompersi, almeno due milioni di cicli.
Nelle prove di resistenza alla fatica, il valore superiore della tensione di prova σ1 deve essere pari al 70% del valore ottenuto come media delle tensioni al carico massimo, ricavate su due saggi prelevati in adiacenza a quello sottoposto a prova. Il valore inferiore della tensione di prova σ2 è dato in Tab. 11.3.XI.
Tab. 11.3.XI - Valori inferiori della tensione di prova, σ2 (MPa), nella prova di verifica della resistenza a fatica

La frequenza di prova deve essere non superiore a 120 Hz per i fili e le barre e 20 Hz per i trefoli.
Prove di rilassamento a temperatura ordinaria (ρ)
Le prove per la determinazione della caduta di tensione nel tempo a lunghezza costante ed a alla temperatura T= di 20°C ± 1°C devono essere condotte a partire dalla tensione iniziale σspi del punto 11.3.3.3 e per la durata stabilita. I diagrammi sperimentali ottenuti devono essere allegati al certificato di prova. La durata stabilita della singola prova è di 1000 ore. Sono consentiti tempi di prova pari a 120 ore. In sede di prima qualificazione del prodotto, tutte le prove devono avere durata di 1000 ore. In sede di verifica della qualità le prove devono avere durata di 120 ore. I risultati di prova, per ciascuna delle durate stabilite, devono essere tutti non superiori:
- Per treccia, trefolo e filo: a 1,5% a 120 ore
- Per barre: 4% a 1000 ore
- Per tutti i prodotti: a quanto stabilito in tabella 11.3.IX
Il campione deve essere sollecitato per un tratto non inferiore a 100 cm; in conseguenza la lunghezza del saggio deve essere convenientemente incrementata per tener conto della lunghezza dei dispositivi di afferraggio. Nella zona sollecitata il campione non deve subire alcuna lavorazione, deformazione meccanica o pulitura.
Prove per la determinazione del coefficiente medio D di riduzione del carico massimo (trazione deviata).
Le prove per la determinazione del coefficiente medio D di riduzione del carico massimo per trazione deviata, sono richieste per i trefoli con diametro nominale maggiore o uguale a 12,5 mm e per i trefoli compattati. Il valore limite di D non può superare il 28%.
11.3.3.5.2.4 Controlli su singoli lotti di produzione
Negli stabilimenti soggetti a controlli sistematici di cui al presente § 11.3.3.5.2, i produttori possono richiedere di sottoporsi a controlli, eseguiti a cura del laboratorio di cui all’art. 59 del DPR n. 380/2001 già incaricato per le prove di verifica della qualità, su singoli lotti di produzione (massima massa del lotto = 100 t) di quei prodotti che, per ragioni di produzione, non possono ancora rispettare le condizioni minime quantitative per qualificarsi. Le prove da effettuare sono quelle di cui al successivo § 11.3.3.5.3.
11.3.3.5.3 Controlli nei centri di trasformazione
Si applicano le disposizioni relative ai Centri di Trasformazione di cui al § 11.3.1.7.
I controlli sono obbligatori e devono essere effettuati a cura del Direttore tecnico del centro di trasformazione.
I controlli vengono eseguiti secondo le modalità di seguito indicate.
Effettuato un prelievo di 3 saggi ogni 30 t della stessa categoria di acciaio proveniente dallo stesso stabilimento, anche se con forniture successive, si determinano, mediante prove eseguite presso un laboratorio di cui all’art. 59 del DPR n. 380/2001, i corrispondenti valori minimi di fpt, fpy, fp(1), fp(0,1), Agt e Ep.
I risultati delle prove sono considerati accettabili se:
- nessuno dei valori di tensione sopra indicati è inferiore al corrispondente valore caratteristico dichiarato dal fabbricante;
- tutti i valori di tensione al carico massimo fpt non superano il valore caratteristico fptk corrispondente, incrementato del 15%.
- tutti i valori dell’allungamento totale percentuale al carico massimo Agt non sono inferiori al limite della Tab. 11.3.VIII;
Nel caso che anche uno solo dei valori delle tensioni o dell’allungamento totale percentuale al carico massimo non rispetti la corrispondente condizione, verranno eseguite prove supplementari su un campione costituito da almeno 10 saggi prelevati da altrettanti rotoli, bobine o fasci. Se il numero dei rotoli, bobine o fasci è inferiore a 10, da alcuni fasci sono prelevati due saggi da due barre diverse, mentre da alcuni rotoli o bobine verranno prelevati due saggi, uno da ciascuna estremità.
Ogni saggio deve recare contrassegni atti ad individuare il lotto ed il rotolo, bobina o fascio di provenienza.
Effettuato il prelievo supplementare si determinano, mediante prove effettuate presso un laboratorio di cui all’art. 59 del DPR n. 380/2001, i valori di fpt, fpy, fp(1), fp(0,1), Agt e Ep.
La fornitura è considerata conforme se:
- la media dei risultati ottenuti per le grandezze fpt, fpy, fp(0,1), fp(1) sugli ulteriori saggi è almeno uguale al valore caratteristico garantito dal fabbricante e i singoli valori sono superiori allo stesso valore caratteristico garantito, diminuito del 1,5%.
- la media dei risultati ottenuti per la grandezza fpt sui 10 ulteriori saggi è al massimo uguale a 1,15 volte il valore caratteristico fptk garantito dal fabbricante e i singoli valori sono inferiori allo stesso limite, incrementato del 1,5%.
la media dei risultati ottenuti per la grandezza Agt sui 10 ulteriori saggi è al minimo uguale al limite indicato nella Tab. 11.3.VIII e i singoli valori sono superiori allo stesso limite, diminuito del 5%.
L’ulteriore risultato negativo comporta l’inidoneità della fornitura e la trasmissione dei risultati al fabbricante, che è tenuto a farli inserire tra i risultati dei controlli statistici della sua produzione.
In tal caso il Direttore tecnico del centro di trasformazione deve comunicare il risultato anomalo sia al laboratorio incaricato del controllo che al Servizio Tecnico Centrale.
Il prelievo dei campioni va effettuato a cura del Direttore tecnico del centro di trasformazione che deve assicurare, mediante sigle, etichettature indelebili, ecc., che i campioni inviati per le prove al laboratorio incaricato siano effettivamente quelli da lui prelevati, nonché sottoscrivere la relativa richiesta di prove contenente l’indicazione dei giorni nei quali ciascuna fornitura è stata lavorata e del cantiere o dei cantieri ove è destinata.
In caso di mancata sottoscrizione della richiesta di prove da parte del Direttore Tecnico, le certificazioni emesse dal laboratorio non possono assumere valenza ai sensi del presente decreto e di ciò ne deve essere fatta esplicita menzione sul certificato stesso.
Per le caratteristiche dei certificati emessi dal laboratorio, si fa riferimento a quanto riportato al § 11.3.1.6, fatta eccezione per il marchio di qualificazione, normalmente non presente sugli acciai da calcestruzzo armato precompresso, per il quale si potrà fare riferimento ad eventuali cartellini identificativi oppure ai dati dichiarati del richiedente.
Il Direttore tecnico del centro di trasformazione curerà la registrazione di tutti i risultati delle prove di controllo interno su apposito registro, di cui dovrà essere consentita la visione a quanti ne abbiano titolo.
Tutte le forniture provenienti da un Centro di trasformazione devono essere accompagnate dalla documentazione di cui al § 11.3.1.7.
11.3.3.5.4 Controlli di accettazione in cantiere
I controlli di accettazione in cantiere devono essere eseguiti secondo le medesime indicazioni di cui al precedente § 11.3.3.5.3, ogni 30 t della stessa categoria di acciaio proveniente dallo stesso stabilimento, anche se con forniture successive.
Il prelievo dei campioni va eseguito alla presenza del Direttore dei Lavori o di un tecnico di sua fiducia che provvede alla redazione di apposito verbale di prelievo ed alla identificazione dei provini mediante sigle, etichettature indelebili, ecc.; la certificazione effettuata dal laboratorio prove materiali deve riportare riferimento a tale verbale. La richiesta di prove al laboratorio incaricato deve essere sempre firmata dal Direttore dei Lavori, che rimane anche responsabile della trasmissione dei campioni.
Il laboratorio incaricato di effettuare le prove provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
Per le modalità di prelievo dei campioni, di esecuzione delle prove, di compilazione dei certificati, di accettazione delle forniture e per le procedure derivanti da risultati non conformi, valgono le medesime disposizioni di cui al precedente § 11.3.3.5.3.
11.3.3.5.5 Prodotti inguainati o inguainati e cerati.
Trattandosi di ulteriori trasformazioni, è richiesto che gli acciai di partenza (trefoli per calcestruzzo armato precompresso) siano già qualificati secondo le procedure finora descritte.
Per le ulteriori caratteristiche (materiale protettivo, quantità, guaine, spessore, ecc…) si rimanda a quanto contenuto nella specifica UNI 7676:2009.
11.3.3.5.6 Prodotti zincati.
È ammesso l’uso di acciai zincati purché le caratteristiche fisiche, meccaniche e tecnologiche siano conformi alle prescrizioni relative agli acciai di cui al presente paragrafo §11.3.3.
Il materiale base da sottoporre a zincatura deve essere qualificato all’origine.
I controlli di accettazione in cantiere e la relativa verifica di quanto sopra indicato, devono essere effettuati sul prodotto finito, dopo il processo di zincatura, presso un laboratorio di cui all’articolo 59 del DPR 380/2001, secondo quanto previsto al § 11.3.3.5.4.
Per le modalità di controllo del rivestimento di zinco (qualità superficiale, adesione del rivestimento, massa di rivestimento per unità di superficie) si può fare riferimento alle norme UNI 7675: 2016 e UNI 7676:2016.
11.3.3.5.7 Certificati di prova rilasciati dal laboratorio di cui all’art. 59 del DPR 380/2001.
Nei certificati di prova che il laboratorio di cui all’art. 59 del DPR n. 380/2001 rilascia a seguito delle prove di cui ai § 11.3.3.5.2.1 e 11.3.3.5.2.2, devono essere riportati sia i valori delle forze Fpt, Fpy, Fp(0,1), Fp(1), ottenuti dalle singole prove, sia i corrispondenti valori delle tensioni fpt, fpy, fp(0,1), fp(1) calcolate in riferimento alle aree delle sezioni trasversali nominali dei saggi sottoposti a prova.
Nei certificati rilasciati dal menzionato laboratorio e relativi a prove ove non sono richieste elaborazioni statistiche dei risultati, oppure dove il solo riferimento per lo svolgimento della prova è il valore del carico massimo ottenuto su saggi gemelli (prova di rilassamento, di fatica, di corrosione sotto tensione, ecc.), i dati di prova possono essere espressi anche solo in termini di forza Fpt.
11.3.4. ACCIAIO PER STRUTTURE METALLICHE E PER STRUTTURE COMPOSTE
11.3.4.1 GENERALITÀ
Per la realizzazione di strutture metalliche e di strutture composte si dovranno utilizzare acciai conformi alle norme armonizzate UNI EN 10025-1, UNI EN 10210-1 e UNI EN 10219-1, recanti la Marcatura CE, cui si applica il sistema di valutazione e verifica della costanza della prestazione 2+, e per i quali si rimanda a quanto specificato al punto A del § 11.1. Solo per i prodotti per cui non sia applicabile la marcatura CE si rimanda a quanto specificato al punto B del § 11.1 e si applica la procedura di cui ai § 11.3.1.2 e § 11.3.4.11.1.
Per le palancole metalliche e per i nastri zincati di spessore ≤ 4 mm si farà riferimento rispettivamente alle UNI EN 10248-1:1997 ed UNI EN 10346:2015.
Per gli acciai inossidabili si veda il § 11.3.4.8.
Per l’identificazione e qualificazione di elementi strutturali in acciaio realizzati in serie nelle officine di produzione di carpenteria metallica e nelle officine di produzione di elementi strutturali, si applica quanto specificato al punto 11.1, caso A), in conformità alla norma europea armonizzata UNI EN 1090-1.
Per la dichiarazione delle prestazioni ed etichettatura si applicano i metodi previsti dalla norme europee armonizzate, ed in particolare:
- Dichiarazione delle caratteristiche geometriche e delle proprietà del materiale.
- Dichiarazione delle prestazioni dei componenti, da valutarsi applicando le vigenti Appendici Nazionali agli Eurocodici;
- Dichiarazione basata su una determinata specifica di progetto, per la quale si applicano le presenti norme tecniche.
In ogni caso ai fini dell’accettazione e dell’impiego, tutti i componenti o sistemi strutturali devono rispondere ai requisiti della presente norma; in particolare i materiali base devono essere qualificati all’origine ai sensi del §11.1.
Per l’accertamento delle caratteristiche meccaniche indicate nel seguito, il prelievo dei saggi, la posizione nel pezzo da cui essi devono essere prelevati, la preparazione delle provette e le modalità di prova devono rispondere alle prescrizioni delle norme UNI EN ISO 377:2017, UNI EN ISO 6892-1:2016, UNI EN ISO 148-1:2016.
11.3.4.2 ACCIAI LAMINATI
Gli acciai laminati di uso generale per la realizzazione di strutture metalliche e per le strutture composte comprendono:
Prodotti lunghi
– laminati mercantili (angolari, L, T, piatti e altri prodotti di forma);
– travi ad ali parallele del tipo HE e IPE, travi IPN;
– laminati ad U;
– palancole.
Prodotti piani
– lamiere e piatti;
– nastri;
– nastri zincati di spessore ≤ 4 mm.
Profilati cavi
– tubi prodotti a caldo
Prodotti derivati
– travi saldate (ricavate da lamiere o da nastri a caldo);
– profilati a freddo (ricavati da nastri a caldo);
– tubi saldati (cilindrici o di forma ricavati da nastri a caldo);
– lamiere grecate (ricavate da nastri a caldo).
11.3.4.2.1 Controlli sui prodotti laminati
I controlli sui laminati verranno eseguiti secondo le prescrizioni di cui al § 11.3.4.11.
11.3.4.2.2 Fornitura dei prodotti laminati
Per la documentazione di accompagnamento delle forniture vale quanto indicato al § 11.3.1.5.
11.3.4.3 ACCIAIO PER GETTI
Per l’esecuzione di parti in getti si devono impiegare acciai conformi alla norma UNI EN 10293:2015.
Quando tali acciai debbano essere saldati, valgono le stesse limitazioni di composizione chimica previste per gli acciai laminati di resistenza similare.
11.3.4.4 ACCIAIO PER STRUTTURE SALDATE
Gli acciai per strutture saldate, oltre a soddisfare le condizioni indicate al § 11.3.4.1, devono avere composizione chimica conforme a quanto riportato nelle norme europee armonizzate applicabili, di cui al punto 11.3.4.1.
11.3.4.5 PROCESSO DI SALDATURA
La saldatura degli acciai dovrà avvenire con uno dei procedimenti all’arco elettrico codificati secondo la norma UNI EN ISO 4063:2011. È ammesso l’uso di procedimenti diversi purché sostenuti da adeguata documentazione teorica e sperimentale.
I saldatori nei procedimenti semiautomatici e manuali dovranno essere qualificati secondo la norma UNI EN ISO 9606-1:2017 da parte di un Ente terzo. Ad integrazione di quanto richiesto in tale norma, i saldatori che eseguono giunti a T con cordoni d’angolo dovranno essere specificamente qualificati e non potranno essere qualificati soltanto mediante l’esecuzione di giunti testa-testa.
Gli operatori dei procedimenti automatici o robotizzati dovranno essere certificati secondo la norma UNI EN ISO 14732:2013.
Tutti i procedimenti di saldatura dovranno essere qualificati mediante WPQR (qualifica di procedimento di saldatura) secondo la norma UNI EN ISO 15614-1:2017.
Le durezze eseguite sulle macrografie non dovranno essere superiori a 350 HV30.
Per la saldatura ad arco di prigionieri di materiali metallici (saldatura ad innesco mediante sollevamento e saldatura a scarica di condensatori ad innesco sulla punta) si applica la norma UNI EN ISO 14555:2017; valgono perciò i requisiti di qualità di cui al prospetto A1 della appendice A della stessa norma.
Le prove di qualifica dei saldatori, degli operatori e dei procedimenti dovranno essere eseguite da un Ente terzo; in assenza di prescrizioni in proposito l’Ente sarà scelto dal costruttore secondo criteri di competenza e di indipendenza.
Sono richieste caratteristiche di duttilità, snervamento, resistenza e tenacità in zona fusa e in zona termica alterata non inferiori a quelle del materiale base.
Nell’esecuzione delle saldature dovranno inoltre essere rispettate le norme UNI EN 1011-1:2009 ed UNI EN 1011-2:2005 per gli acciai ferritici ed UNI EN 1011-3:2005 per gli acciai inossidabili. Per la preparazione dei lembi si applicherà, salvo casi particolari, la norma UNI EN ISO 9692-1:2013.
Le saldature saranno sottoposte a controlli non distruttivi finali per accertare la corrispondenza ai livelli di qualità stabiliti dal progettista sulla base delle norme applicate per la progettazione.
In assenza di tali dati per strutture non soggette a fatica si adotterà il livello C della norma UNI EN ISO 5817:2014 e il livello B per strutture soggette a fatica.
L’entità ed il tipo di tali controlli, distruttivi e non distruttivi, in aggiunta a quello visivo al 100%, saranno definiti dal Collaudatore e dal Direttore dei Lavori; per i cordoni ad angolo o giunti a parziale penetrazione si useranno metodi di superficie (ad es. liquidi penetranti o polveri magnetiche), mentre per i giunti a piena penetrazione, oltre a quanto sopra previsto, si useranno metodi volumetrici e cioè raggi X o gamma o ultrasuoni per i giunti testa a testa e solo ultrasuoni per i giunti a T a piena penetrazione.
Per le modalità di esecuzione dei controlli ed i livelli di accettabilità si potrà fare utile riferimento alle prescrizioni della norma UNI EN ISO 17635.
Tutti gli operatori che eseguiranno i controlli dovranno essere qualificati secondo la norma UNI EN ISO 9712:2012 almeno di secondo livello.
Oltre alle prescrizioni applicabili di cui al precedente § 11.3.1.7, il costruttore deve corrispondere ai seguenti requisiti.
In relazione alla tipologia dei manufatti realizzati mediante giunzioni saldate, il costruttore deve essere certificato secondo la norma UNI EN ISO 3834:2006 parti 2, 3 e 4. I requisiti sono riassunti nella Tab. 11.3.XII di seguito riportata.
La certificazione dell’azienda e del personale dovrà essere operata da un Ente terzo, scelto, in assenza di prescrizioni, dal costruttore secondo criteri di indipendenza e di competenza.
Tab. 11.3.XII
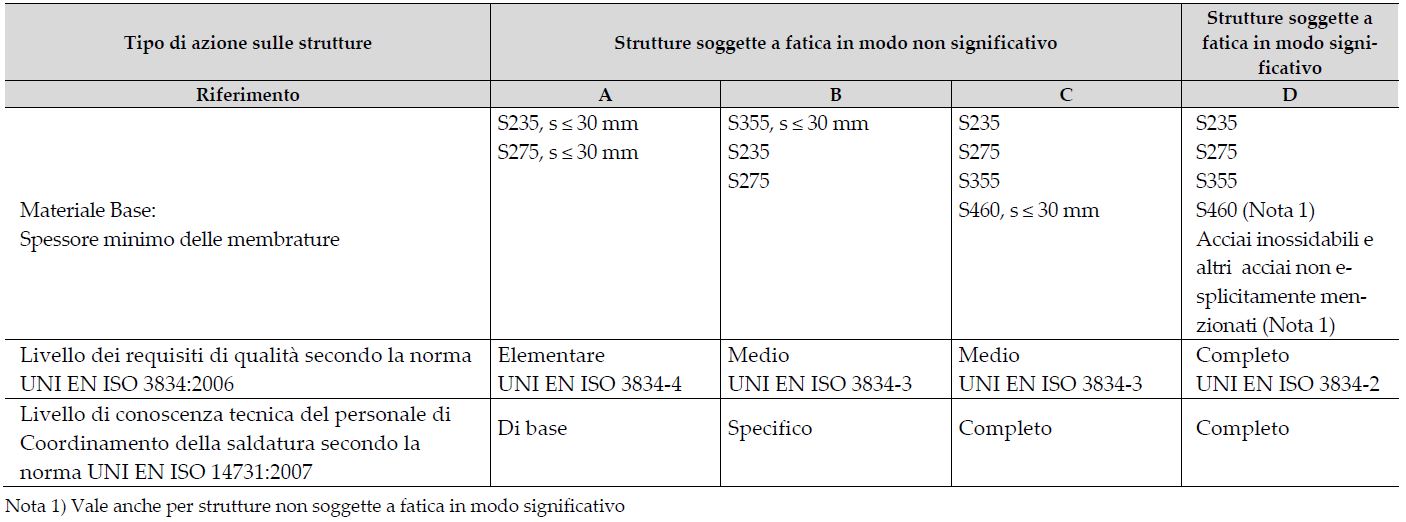
11.3.4.6 BULLONI E CHIODI
11.3.4.6.1 Bulloni “non a serraggio controllato”
Agli assiemi Vite/Dado/Rondella impiegati nelle giunzioni ‘non precaricate’ si applica quanto specificato al punto A del § 11.1 in conformità alla norma europea armonizzata UNI EN 15048-1.
In alternativa anche gli assiemi ad alta resistenza conformi alla norma europea armonizzata UNI EN 14399-1 sono idonei per l'uso in giunzioni non precaricate.
Viti, dadi e rondelle, in acciaio, devono essere associate come in tabella 11.3.XIII.a.
Tab. 11.3.XIII.a
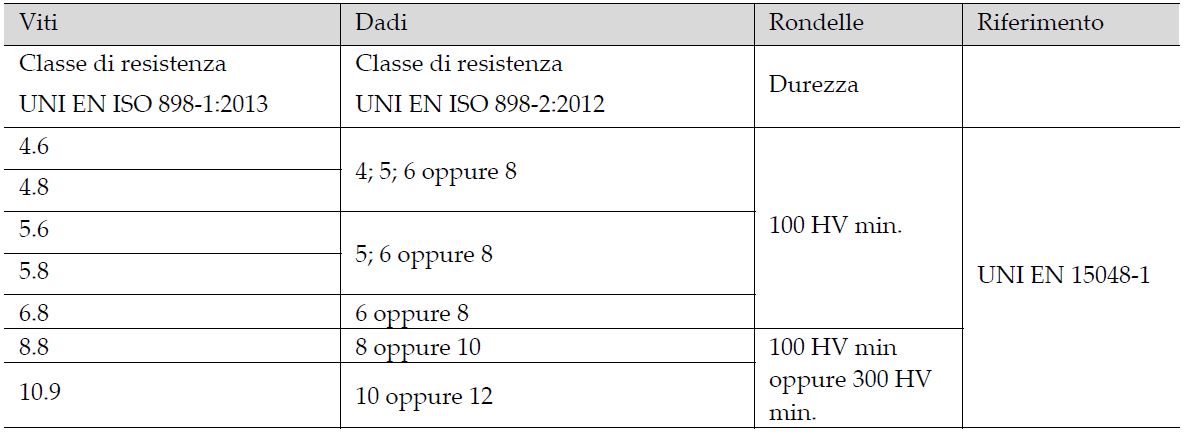
Le tensioni di snervamento fyb e di rottura ftb delle viti appartenenti alle classi indicate nella precedente Tab. 11.3.XIII.a sono riportate
nella seguente Tab. 11.3.XIII.b:
Tab. 11.3.XIII.b

11.3.4.6.2 Bulloni “a serraggio controllato”
Agli assiemi Vite/Dado/Rondella impiegati nelle giunzioni ‘Precaricate’ si applica quanto specificato al punto A del § 11.1 in conformità alla norma europea armonizzata UNI EN 14399-1.
Viti, dadi e rondelle, in acciaio, devono essere associate come in tabella 11.3.XIV.
Tab. 11.3.XIV

11.3.4.6.3 Elementi di collegamento in acciaio inossidabile
Gli elementi di collegamento, costituita dagli assiemi vite/dado/rondella in acciaio inossidabile resistente alla corrosione devono essere conformi alle prescrizioni di cui alla UNI EN ISO 3506-1:2010 (Viti e viti prigioniere), UNI EN ISO 3506-2:2010 (Dadi), UNI EN ISO 3506-3:2010 (Viti senza testa e particolari similari non soggetti a trazione), UNI EN ISO 3506-4:2010 (Viti autofilettanti).
Per essi si applica quanto riportato al §11.3.4.8 per i materiali base ed il § 11.3.4.10 per le officine per la produzione di bulloni e chiodi.
11.3.4.6.4 Chiodi
Per i chiodi da ribadire a caldo si devono impiegare gli acciai previsti dalla pertinente parte della norma UNI EN 10263:2017. Per essi si applica quanto riportato al § 11.3.4.10 per le officine per la produzione di bulloni e chiodi.
11.3.4.7 CONNETTORI A PIOLO
Nel caso si utilizzino connettori a piolo, l’acciaio deve essere qualificato ed idoneo al processo di formazione dello stesso e compatibile per saldatura con il materiale costituente l’elemento strutturale interessato dai pioli stessi. Esso deve avere le seguenti caratteristiche meccaniche:
– allungamento percentuale a rottura (valutato su base L0 = 5,65 √A0 ,dove A0 è l’area della sezione trasversale del saggio) ≥ 12;
– rapporto ft / fy ≥1,2.
Quando i connettori vengono uniti alle strutture con procedimenti di saldatura speciali, senza metallo d’apporto, essi devono essere fabbricati con acciai la cui composizione chimica soddisfi le limitazioni seguenti:
C ≤ 0,18%, Mn ≤ 0,9%, S ≤ 0,04%, P ≤ 0,05%
Per essi si applica quanto riportato al § 11.3.4.10 per le officine per la produzione di elementi strutturali in serie.
11.3.4.8 ACCIAI INOSSIDABILI
E’ consentito l’impiego di acciaio inossidabile per la realizzazione di strutture metalliche e composte.
Si dovranno utilizzare acciai conformi alle norme armonizzate UNI EN 10088-4 e UNI EN 10088-5, recanti la Marcatura CE e per i quali si rimanda a quanto specificato al punto A del § 11.1.
11.3.4.9 ACCIAI DA CARPENTERIA PER STRUTTURE SOGGETTE AD AZIONI SISMICHE
L’acciaio costituente le membrature, le saldature ed i bulloni devono essere comunque conformi ai requisiti riportati nelle presenti norme.
Per le zone dissipative si applicano le seguenti regole addizionali:
– per gli acciai da carpenteria il rapporto fra i valori caratteristici della tensione di rottura ftk e la tensione di snervamento fyk deve essere maggiore di 1,10 e l’allungamento a rottura A5, misurato su provino standard, deve essere non inferiore al 20%;
– la tensione di snervamento media fy,media deve risultare inferiore ad 1,20 fy,k per acciaio S235 e S275, oppure ad 1,10 fy,k per acciai S355 S420 ed S460;
– i collegamenti bullonati devono essere realizzati con bulloni ad alta resistenza di classe 8.8 o 10.9.
Il valore del coefficiente γov è specificato nel § 7.5.
Tali requisiti devono essere, ove applicabili, specificati negli elaborati progettuali e verificati a cura del Direttore dei Lavori.
11.3.4.10 CENTRI DI TRASFORMAZIONE E CENTRI DI PRODUZIONE DI ELEMENTI SERIALI IN ACCIAIO
Nell’ambito degli acciai per carpenteria metallica, per i prodotti e/o componenti strutturali per cui non sia applicabile la marcatura CE, si definiscono
- Centri di trasformazione per carpenteria metallica: i centri di prelavorazione e le officine di produzione di carpenterie metalliche . I Centri di trasformazione devono possedere tutti i requisiti previsti al § 11.3.1.7, salvo diversamente specificato al punto 11.3.4.11.2.
- Centri di produzione di elementi in acciaio: i centri di produzione di lamiere grecate e profilati formati a freddo, le officine per la produzione di bulloni e chiodi, le officine di produzione di elementi strutturali in serie. Ai produttori di elementi tipologici in acciaio si applicano le disposizioni previste al §11.3.4.1 ed al § 11.3.1.7 per i centri di trasformazione. Agli elementi seriali da essi fabbricati si applicano le disposizioni di cui al punto 11.1.
In particolare si definiscono:
- centri di prelavorazione o di servizio: quegli impianti che ricevono dai produttori di acciaio elementi base (prodotti lunghi e/o piani) e realizzano elementi singoli prelavorati che vengono successivamente utilizzati dalle officine di produzione di carpenteria metallica che realizzano, a loro volta, strutture complesse nell’ambito delle costruzioni;
- officine di produzione di carpenteria metallica: quegli impianti che ricevono dai produttori di acciaio elementi base (prodotti lunghi e/o piani) oppure dai centri di prelavorazione o di servizio elementi singoli prelavorati e realizzano, a seguito di una specifica ordinazione e su specifico progetto, strutture complesse destinate ad una singola ed identificata opera di costruzione;
- centri di produzione di prodotti formati a freddo e lamiere grecate: tutti quegli impianti che ricevono dai produttori di acciaio nastri o lamiere e realizzano profilati formati a freddo, lamiere grecate e pannelli composti profilati, ivi compresi quelli saldati che però non siano sottoposti a successive modifiche o trattamenti termici. Per quanto riguarda i materiali soggetti a lavorazione, può farsi utile riferimento, oltre alle norme citate nel precedente § 11.3.4.1, anche alle norme UNI EN 10346, UNI EN 10268 ed UNI EN 10149 (parti 1, 2 e 3).
- le officine per la produzione di bulloni e chiodi: tutti quegli impianti che ricevono dai produttori di acciaio prodotti base e realizzano elementi di cui al punto 11.3.4.6.
- le officine di produzione di elementi strutturali: tutti quegli impianti che ricevono dai produttori di acciaio prodotti base qualificati e realizzano elementi strutturali in serie per l’impiego nelle costruzioni non ricadenti nelle precedenti categorie.
11.3.4.11 PROCEDURE DI CONTROLLO SU ACCIAI DA CARPENTERIA
11.3.4.11.1 Controlli in stabilimento di produzione
Le procedure di cui ai seguenti § 11.3.4.11.1.1, 11.3.4.11.1.2, 11.3.4.11.1.3, 11.3.4.11.1.4 ed 11.3.4.11.1.5 si applicano soltanto ai prodotti per cui sia applicabile il punto B di cui al §11.1.
11.3.4.11.1.1 Suddivisione dei prodotti
Sono prodotti qualificabili sia quelli raggruppabili per colata che quelli per lotti di produzione.
Ai fini delle prove di qualificazione e di controllo di cui ai paragrafi successivi), i prodotti nell’ambito di ciascuna gamma merceologica di cui al § 11.3.4.2, sono raggruppabili per gamme di spessori così come definito nelle norme europee armonizzate UNI EN 10025-1, UNI EN 10210-1, UNI EN 10219-1, UNI EN 10088-4 e UNI EN 10088-5.
Agli stessi fini, ove previsto dalle suddette norme europee armonizzate, sono raggruppabili anche i diversi gradi di acciai (JR, J0, J2, K2), sempre che siano garantite per tutti le caratteristiche del grado superiore del raggruppamento.
Un lotto di produzione è costituito da un quantitativo compreso fra 30 e 120 t, o frazione residua, per ogni profilo, qualità e gamma di spessore, senza alcun riferimento alle colate che sono state utilizzate per la loro produzione. Per quanto riguarda i profilati cavi, il lotto di produzione corrisponde all’unità di collaudo come definita dalle norme europee armonizzate UNI EN 10210- 1 e UNI EN 10219-1 in base al numero dei pezzi.
11.3.4.11.1.2 Prove di qualificazione
Ai fini della qualificazione, fatto salvo quanto prescritto ed obbligatoriamente applicabile per i prodotti di cui a norme armonizzate in regime di cogenza, il fabbricante deve predisporre una idonea documentazione sulle caratteristiche chimiche, ove pertinenti, e meccaniche riscontrate per quelle qualità e per quei prodotti che intende qualificare.
La documentazione deve essere riferita ad una produzione relativa ad un periodo di tempo di almeno sei mesi e ad un quantitativo di prodotti tale da fornire un quadro statisticamente significativo della produzione stessa e comunque ≥ 500 t oppure ad un numero di colate o di lotti ≥ 25.
Tale documentazione di prova deve basarsi sui dati sperimentali rilevati dal fabbricante, integrati dai risultati delle prove di qualificazione effettuate a cura di un laboratorio di cui all’art. 59, comma 1, del DPR n. 380/2001, incaricato dal Servizio Tecnico Centrale su proposta del fabbricante stesso.
Le prove di qualificazione devono riferirsi a ciascun tipo di prodotto, inteso individuato da gamma merceologica, classe di spessore e qualità di acciaio, ed essere relative al rilievo dei valori caratteristici; per ciascun tipo verranno eseguite almeno 30 prove su 30 saggi appositamente prelevati da almeno 3 lotti diversi.
La documentazione del complesso delle prove meccaniche deve essere elaborata in forma statistica calcolando, per lo snervamento e la resistenza al carico massimo, il valore medio, lo scarto quadratico medio e il relativo valore caratteristico delle corrispondenti distribuzioni di frequenza.
11.3.4.11.1.3 Controllo continuo della qualità della produzione
Il servizio di controllo interno della qualità dello stabilimento fabbricante deve predisporre un’accurata procedura atta a mantenere sotto controllo con continuità tutto il ciclo produttivo.
Per ogni colata, o per ogni lotto di produzione, contraddistinti dal proprio numero di riferimento, viene prelevato dal prodotto finito un saggio per colata e comunque un saggio ogni 80 t oppure un saggio per lotto e comunque un saggio ogni 40 t o frazione;
per quanto riguarda i profilati cavi, il lotto di produzione è definito dalle relative norme UNI di prodotto, in base al numero dei pezzi.
Dai saggi di cui sopra verranno ricavati i provini per la determinazione delle caratteristiche chimiche e meccaniche previste dalle norme europee armonizzate UNI EN 10025-1, UNI EN 10210-1, UNI EN 10219-1, UNI EN 10088-4 e UNI EN 10088-5 rilevando il quantitativo in tonnellate di prodotto finito cui la prova si riferisce.
Per quanto concerne fy e ft i dati singoli raccolti, suddivisi per qualità e prodotti (secondo le gamme dimensionali) vengono riportati su idonei diagrammi per consentire di valutare statisticamente nel tempo i risultati della produzione rispetto alle prescrizioni delle presenti norme tecniche.
I restanti dati relativi alle caratteristiche chimiche, di resilienza e di allungamento vengono raccolti in tabelle e conservati, dopo averne verificato la rispondenza alle norme UNI EN 10025-1, UNI EN 10210-1 UNI EN 10219-1, UNI EN 10088-4 e UNI EN 10088- 5 per quanto concerne le caratteristiche chimiche e, per quanto concerne resilienza e allungamento, alle prescrizioni di cui alle tabelle delle corrispondenti norme europee della serie UNI EN 10025 oppure delle tabelle di cui alle norme europee UNI EN 10210 ed UNI EN 10219 per i profilati cavi ed alle UNI EN 10088-4 e UNI EN 10088-5 per gli acciai inossidabili.
È cura e responsabilità del fabbricante individuare, a livello di colata o di lotto di produzione, gli eventuali risultati anomali che portano fuori limiti la produzione e di provvedere ad ovviarne le cause. I diagrammi sopra indicati devono riportare gli eventuali dati anomali.
I prodotti non conformi non possono essere impiegati ai fini strutturali, previa punzonatura di annullamento, tenendone esplicita nota nei registri.
La documentazione raccolta presso il controllo interno di qualità dello stabilimento produttore deve essere conservata a cura del fabbricante.
11.3.4.11.1.4 Verifica periodica della qualità
Il laboratorio incaricato dal Servizio Tecnico Centrale su proposta del fabbricante effettua periodicamente a sua discrezione, almeno ogni sei mesi, una visita presso lo stabilimento produttore nel corso della quale su tre tipi di prodotto, scelti di volta in volta tra qualità di acciaio, gamma merceologica e classe di spessore, effettua per ciascun tipo non meno di 15 prove a trazione, sia da saggi prelevati direttamente dai prodotti, sia da saggi appositamente accantonati dal fabbricante in numero di almeno 2 per colata o lotto di produzione, relativa alla produzione intercorsa dalla visita precedente.
Inoltre il laboratorio incaricato effettua le altre prove previste (resilienza e analisi chimiche) sperimentando su provini ricavati da 3 campioni per ciascun tipo sopraddetto.
Infine si controlla che siano rispettati i valori minimi prescritti per la resilienza e quelli massimi per le analisi chimiche.
Nel caso che i risultati delle prove siano tali per cui viene accertato che i limiti prescritti non siano rispettati, vengono prelevati altri saggi (nello stesso numero) e ripetute le prove. Inoltre quanto verificatosi deve essere registrato secondo le procedure di controllo di qualità adottate dal fabbricante; i relativi lotti non possono essere impiegati ad uso strutturale.
Ove i risultati delle prove, dopo ripetizione, fossero ancora insoddisfacenti, il laboratorio incaricato sospende le verifiche della qualità dandone comunicazione al Servizio Tecnico Centrale che sospende la validità dell’attestato di qualificazione. Dopo che il fabbricante ha ovviato alle cause che hanno dato luogo al risultato insoddisfacente e ne ha inviato comunicazione al Servizio Tecnico Centrale, il laboratorio incaricato ripete la qualificazione stessa.
Per quanto concerne le prove di verifica periodica della qualità per gli acciai di cui al § 11.3.4.1, con caratteristiche comprese tra i tipi S235 ed S355, si utilizza un coefficiente di variazione pari all’8%.
Per gli acciai con snervamento o rottura superiore al tipo S355 si utilizza un coefficiente di variazione pari al 6%.
Per tali acciai la qualificazione è ammessa anche nel caso di produzione non continua nell’ultimo semestre ed anche nei casi in cui i quantitativi minimi previsti non siano rispettati, permanendo tutte le altre regole relative alla qualificazione.
11.3.4.11.1.5 Controlli su singole colate
Negli stabilimenti soggetti a controlli sistematici di cui al § 11.3.4.11.1, i produttori possono richiedere di loro iniziativa al Servizio Tecnico Centrale di sottoporsi a controlli, eseguiti a cura di un laboratorio di cui all’art. 59, comma 1, del DPR n. 380/2001, su singole colate di quei prodotti che, per ragioni produttive, non possono ancora rispettare le condizioni quantitative minime per qualificarsi.
Le prove da effettuare sono quelle relative alle norme europee armonizzate UNI EN 10025-1, UNI EN 10210-1, UNI EN 10219-1, UNI EN 10088-4 e UNI EN 10088-5 ed i valori da rispettare sono quelli di cui alle tabelle delle corrispondenti norme europee della serie UNI EN 10025 oppure delle tabelle di cui alle norme europee della serie UNI EN 10210 ed UNI EN 10219 per i profilati cavi ed alle UNI EN 10088-4 e UNI EN 10088-5 per gli acciai inossidabili.
11.3.4.11.2 Controlli nei centri di trasformazione e nei centri di produzione di elementi tipologici in acciaio
Le procedure di cui ai seguenti § 11.3.4.11.2.1, 11.3.4.11.2.2, 11.3.4.11.2.3 e 11.3.4.11.2.4 si applicano soltanto ai prodotti per cui sia applicabile il punto B di cui al §11.1
11.3.4.11.2.1 Centri di produzione di lamiere grecate e profilati formati a freddo
Oltre a quanto previsto al §11.3.1.7 per i centri di trasformazione, per le lamiere grecate da impiegare in solette composte (di cui al precedente § 4.3.6 delle presenti norme) il fabbricante deve effettuare una specifica sperimentazione al fine di determinare la resistenza a taglio longitudinale di progetto τu.Rd della lamiera grecata. La sperimentazione e la elaborazione dei risultati sperimentali devono essere conformi alle prescrizioni dell’Appendice B.3 alla norma UNI EN 1994-1-1:2005. Questa sperimentazione e l’elaborazione dei risultati sperimentali devono essere eseguite da un laboratorio di cui all’articolo 59 del DPR 380/2001, di adeguata competenza. Il rapporto di prova deve essere trasmesso in copia al Servizio Tecnico Centrale e deve essere riprodotto integralmente nel catalogo dei prodotti.
I documenti che accompagnano ogni fornitura in cantiere devono indicare gli estremi della certificazione del sistema di gestione della qualità del prodotto che sovrintende al processo di trasformazione (di cui al § 11.3.1.7), ed inoltre ogni fornitura in cantiere deve essere accompagnata da copia della dichiarazione sopra citata.
Gli utilizzatori dei prodotti e/o il Direttore dei Lavori sono tenuti a verificare quanto sopra indicato ed a rifiutare le eventuali forniture non conformi.
I controlli in officina devono essere effettuati in ragione di almeno 2 prelievi ogni 10 t di acciaio della stessa categoria, proveniente dallo stesso stabilimento, anche se acquisito con forniture diverse, avendo cura di prelevare di volta in volta i campioni da tipologie di prodotti diverse.
11.3.4.11.2.2 Centri di prelavorazione di componenti strutturali
In generale, il centro di prelavorazione deve rispettare le prescrizioni di cui al § 11.3.1.7 relative ai centri di trasformazione, nonché, relativamente ai controlli ed alla relativa certificazione, quanto riportato al successivo paragrafo 11.3.4.11.2.3 relativo alle officine per la produzione di carpenterie metalliche.
Nell’ambito del processo produttivo si effettuano esclusivamente lavorazioni di spianatura dei rotoli, di taglio, foratura e piegatura.
Il Direttore Tecnico del centro di prelavorazione deve assicurare che le lavorazioni adottato non alterino le caratteristiche meccaniche originarie.
Qualora i prodotti realizzati dai centri di prelavorazione siano forniti ad una officina di produzione di carpenteria metallica o ad una officina di produzione di elementi strutturali in serie di cui al § 11.3.4.1, quest’ultima verifica il processo di produzione del centro di prelavorazione.
11.3.4.11.2.3 Officine per la produzione di carpenterie metalliche
Le officine per la produzione di carpenterie metalliche devono rispettare le prescrizioni di cui al § 11.3.1.7 relative ai centri di trasformazione, nonché quanto riportato al presente paragrafo.
Nell’ambito del processo produttivo deve essere posta particolare attenzione ai processi di spianatura dei rotoli, ai processi di taglio, foratura e piegatura ed ai processi di saldatura. Il Direttore Tecnico dell’officina deve assicurare che i processi adottati non alterino le caratteristiche meccaniche originarie. Per la saldatura si applicano le prescrizioni cui al § 11.3.4.5.
I controlli in officina sono obbligatori e devono essere effettuati a cura del Direttore Tecnico, secondo le modalità di cui al precedente § 11.3.1.7.
Detti controlli in officina devono essere effettuati in ragione di almeno 1 prova ogni 30 t di acciaio della stessa categoria, proveniente dallo stesso stabilimento, anche se acquisito in tempi diversi, avendo cura di prelevare di volta in volta i campioni da tipi di prodotti o spessori diversi.
I dati sperimentali ottenuti devono soddisfare le prescrizioni di cui alle tabelle delle corrispondenti norme europee armonizzate della serie UNI EN 10025 oppure delle tabelle di cui al § 11.3.4.1 per i profilati cavi per quanto concerne l’allungamento e la resilienza, nonché delle norme europee armonizzate della serie UNI EN 10025, UNI EN 10210-1 e UNI EN 10219-1 per le caratteristiche chimiche.
Ogni singolo valore della tensione di snervamento e di rottura non deve risultare inferiore ai limiti tabellari.
Deve inoltre essere controllato che le tolleranze di fabbricazione rispettino i limiti indicati nelle norme europee applicabili sopra richiamate e che quelle di montaggio siano entro i limiti indicati dal progettista. In mancanza deve essere verificata la sicurezza con riferimento alla nuova geometria.
Per le modalità di prelievo e certificazione delle prove si applica quanto riportato al § 11.3.2.10.3.
Per le caratteristiche dei certificati emessi dal laboratorio, si fa riferimento a quanto riportato al § 11.3.2.10.4, fatta eccezione per il marchio di qualificazione, non sempre presente sugli acciai da carpenteria, per il quale si potrà fare riferimento ad eventuali cartellini identificativi oppure ai dati dichiarati dal fabbricante.
Il Direttore Tecnico dell’officina curerà la registrazione di tutti i risultati delle prove di controllo interno su apposito registro, di cui dovrà essere consentita la visione a quanti ne abbiano titolo.
Tutte le forniture provenienti da un’officina devono essere accompagnate dalla documentazione di cui al § 11.3.1.7.
11.3.4.11.2.4 Officine per la produzione di bulloni e chiodi
Le officine per la produzione di bulloni e chiodi devono rispettare le prescrizioni di cui al § 11.3.1.7 relative ai centri di trasformazione, nonché quanto riportato al presente paragrafo.
I produttori di bulloni e chiodi per carpenteria metallica devono dotarsi di un sistema di gestione della qualità del processo produttivo per assicurare che il prodotto abbia i requisiti previsti dalle presenti norme e che tali requisiti siano costantemente mantenuti
fino alla posa in opera. Il sistema di gestione della qualità del prodotto che sovrintende al processo di fabbricazione deve essere predisposto in coerenza con la norma UNI EN ISO 9001 e certificato da parte di un organismo terzo indipendente, di adeguata competenza ed organizzazione, che opera in coerenza con le norme UNI CEI EN ISO/IEC 17021-1.
I controlli in stabilimento sono obbligatori e devono essere effettuati a cura del Direttore Tecnico dell’officina in numero di almeno 1 prova a trazione su bullone o chiodo ogni 1000 prodotti.
I documenti che accompagnano ogni fornitura in cantiere di bulloni o chiodi da carpenteria devono indicare gli estremi dell’attestato dell’avvenuto deposito della documentazione presso il Servizio Tecnico Centrale.
11.3.4.11.3 Controlli di accettazione in cantiere
I controlli di accettazione in cantiere, da eseguirsi presso un laboratorio di cui all’art. 59 del DPR n. 380/2001, sono obbligatori per tutte le forniture di elementi e/o prodotti, qualunque sia la loro provenienza e la tipologia di qualificazione.
Il prelievo dei campioni va eseguito alla presenza del Direttore dei Lavori o di un tecnico di sua fiducia che provvede alla redazione di apposito verbale di prelievo ed alla identificazione dei provini mediante sigle, etichettature indelebili, ecc.; la certificazione effettuata dal laboratorio prove materiali deve riportare riferimento a tale verbale. La richiesta di prove al laboratorio incaricato deve essere sempre firmata dal Direttore dei Lavori, che rimane anche responsabile della trasmissione dei campioni.
Qualora la fornitura di elementi lavorati provenga da un Centro di trasformazione o da un fabbricante di elementi marcati CE dopo essersi accertato preliminarmente che il suddetto Centro di trasformazione o il fabbricante sia in possesso di tutti i requisiti previsti dalla norma, Il Direttore dei Lavori può recarsi presso il medesimo Centro di trasformazione o fabbricante ed effettuare in stabilimento tutti i controlli di cui sopra. In tal caso il prelievo dei campioni viene effettuato dal Direttore Tecnico del Centro di trasformazione o del fabbricante secondo le disposizioni del Direttore dei Lavori; quest’ultimo deve assicurare, mediante sigle, etichettature indelebili, ecc., che i campioni inviati per le prove al laboratorio incaricato siano effettivamente quelli da lui prelevati, nonché sottoscrivere la relativa richiesta di prove.
Il laboratorio incaricato di effettuare le prove provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
A seconda delle tipologie di materiali pervenute in cantiere il Direttore dei Lavori deve effettuare i seguenti controlli:
- Elementi di Carpenteria Metallica: 3 prove ogni 90 tonnellate; il numero di campioni, prelevati e provati nell’ambito di una stessa opera, non può comunque essere inferiore a tre. Per opere per la cui realizzazione è previsto l’impiego di quantità di acciaio da
carpenteria non superiore a 2 tonnellate, il numero di campioni da prelevare è individuato dal Direttore dei Lavori, che terrà conto anche della complessità della struttura.
- Lamiere grecate e profili formati a freddo: 3 prove ogni 15 tonnellate; il numero di campioni, prelevati e provati nell’ambito di una stessa opera,, non può comunque essere inferiore a tre. Per opere per la cui realizzazione è previsto l’impiego di una quantità di lamiere grecate o profili formati a freddo non superiore a 0.5 tonnellate, il numero di campioni da prelevare è individuato dal Direttore dei Lavori.
- Bulloni e chiodi: 3 campioni ogni 1500 pezzi impiegati; il numero di campioni, prelevati e provati nell’ambito di una stessa opera, non può comunque essere inferiore a tre. Per opere per la cui realizzazione è previsto l’impiego di una quantità di pezzi non superiore a 100, il numero di campioni da prelevare è individuato dal Direttore dei Lavori.
- Giunzioni meccaniche: 3 campioni ogni 100 pezzi impiegati; il numero di campioni, prelevati e provati nell’ambito di una stessa opera, non può comunque essere inferiore a tre. Per opere per la cui realizzazione è previsto l’impiego di una quantità di pezzi non superiore a 10, il numero di campioni da prelevare è individuato dal Direttore dei Lavori.
I controlli di accettazione devono essere effettuati prima della posa in opera degli elementi e/o dei prodotti.
I criteri di valutazione dei risultati dei controlli di accettazione devono essere adeguatamente stabiliti dal Direttore dei Lavori in relazione alle caratteristiche meccaniche dichiarate dal fabbricante nella documentazione di identificazione e qualificazione e previste dalle presenti norme o dalla documentazione di progetto per la specifica opera. Questi criteri tengono conto della dispersione dei dati e delle variazioni che possono intervenire tra diverse apparecchiature e modalità di prova. Tali criteri devono essere adeguatamente illustrati nella “Relazione sui controlli e sulle prove di accettazione sui materiali e prodotti strutturali” predisposta dal Direttore dei lavori al termine dei lavori stessi.
Se un risultato è non conforme, sia il provino che il metodo di prova devono essere esaminati attentamente. Se nel provino è presente un difetto o si ha ragione di credere che si sia verificato un errore durante la prova, il risultato della prova stessa deve essere ignorato. In questo caso occorrerà prelevare un ulteriore (singolo) provino.
Se i tutti risultati validi della prova sono maggiori o uguali del previsto valore di accettazione, il lotto consegnato deve essere considerato conforme.
Se i criteri sopra riportati non sono soddisfatti, un ulteriore campionamento, di numerosità doppia rispetto a quanto precedentemente previsto in relazione alle varie tipologie di prodotto, deve essere effettuato da prodotti diversi del lotto in presenza del fabbricante o suo rappresentante che potrà anche assistere all’esecuzione delle prove presso un laboratorio di cui all’art. 59 del DPR n. 380/2001.
Il lotto deve essere considerato conforme se i singoli risultati ottenuti sugli ulteriori provini è maggiore di accettazione.
In caso contrario il lotto deve essere respinto e il risultato segnalato al Servizio Tecnico Centrale.
Per la i compilazione dei certificati, per quanto applicabile, valgono le medesime disposizioni di cui al § 11.3.2.12 .
11.4. ANCORANTI PER USO STRUTTURALE E GIUNTI DI DILATAZIONE
11.4.1. ANCORANTI PER USO STRUTTURALE
Per la qualificazione degli ancoranti per uso strutturale si applica quanto specificato al punto C) del § 11.1, sulla base della Linea guida di benestare tecnico europeo ETAG 001, la quale vale anche per le modalità di esecuzione delle prove di accettazione. Con riferimento alla tabella 1.1 del paragrafo 1.2 dell’Annesso E della citata Linea guida ETAG 001, riguardante le categorie minime raccomandate per la qualificazione degli ancoranti in presenza di azioni sismiche, per tutte le classi d’uso di cui al punto 2.4.2 delle presenti norme, la categoria di prestazione da soddisfare è la C2, definita nella predetta Linea guida.
11.4.2. GIUNTI DI DILATAZIONE STRADALE
Per la qualificazione dei giunti di dilatazione si applica quanto specificato al punto C) del § 11.1, sulla base della Linea guida di benestare tecnico europeo ETAG 032, la quale vale anche per le modalità di esecuzione delle prove di accettazione.
11.5. SISTEMI DI PRECOMPRESSIONE A CAVI POST-TESI E TIRANTI DI ANCORAGGIO
11.5.1. SISTEMI DI PRECOMPRESSIONE A CAVI POST TESI
Ai sistemi di precompressione a cavi post-tesi si applica quanto specificato al punto C) del § 11.1.
Ai fini della qualificazione mediante Certificato di valutazione tecnica si applica la “Linea guida per la certificazione dell’idoneità tecnica dei sistemi di precompressione a cavi post-tesi” approvata dal Consiglio Superiore dei Lavori Pubblici.
Ogni fornitura deve essere accompagnata da copia del certificato di valutazione tecnica oppure dalla documentazione di marcatura CE sulla base di ETA, nonché dal manuale contenente le specifiche tecniche per la posa in opera e la manutenzione.
Il Direttore dei Lavori è tenuto a verificare nell’ambito delle proprie competenze, quanto sopra indicato ed a rifiutare le eventuali forniture prive della documentazione di qualificazione e che le procedure di posa in opera siano conformi alle specifiche tecniche del fabbricante del sistema stesso; dovrà inoltre effettuare idonee prove di accettazione, che comprendano in ogni caso la verifica geometrica e delle tolleranze dimensionali, nonché la valutazione delle principali caratteristiche meccaniche dei materiali componenti e/o delle principali prestazioni del sistema, al fine di verificare la conformità degli ancoraggi a quanto richiesto per lo specifico progetto.
Le modalità di esecuzione delle prove di accettazione sono riportate nella Linea Guida di Benestare tecnico Europeo ETAG 013.
11.5.2. TIRANTI DI ANCORAGGIO PER USO GEOTECNICO
Ai tiranti di ancoraggio per uso geotecnico di tipo attivo e passivo si applica quanto specificato al punto C) del § 11.1.
Per i tiranti di tipo attivo, ai fini della qualificazione mediante Certificazione di valutazione Tecnica, si applica la Linea Guida per il rilascio della certificazione di idoneità tecnica all’impiego di tiranti per uso geotecnico di tipo attivo approvata dal Consiglio Superiore dei Lavori Pubblici.
Ogni fornitura deve essere accompagnata da copia del certificato di valutazione tecnica oppure dalla documentazione di marcatura CE sulla base di ETA, nonché dal manuale contenente le specifiche tecniche per la posa in opera e la manutenzione.
Il Direttore dei Lavori è tenuto a verificare nell’ambito delle proprie competenze, quanto sopra indicato ed a rifiutare le eventuali forniture prive della documentazione di qualificazione e che le procedure di posa in opera siano conformi alle specifiche tecniche del fabbricante del sistema stesso; dovrà inoltre effettuare idonee prove di accettazione, che comprendano in ogni caso la verifica geometrica e delle tolleranze dimensionali, nonché la valutazione delle principali caratteristiche meccaniche dei materiali componenti e/o delle principali prestazioni del sistema, al fine di verificare la conformità dei tiranti a quanto richiesto per lo specifico progetto.
11.6. APPOGGI STRUTTURALI
Gli appoggi strutturali sono dispositivi di vincolo utilizzati nelle strutture, nei ponti e negli edifici, allo scopo di trasmettere puntualmente carichi e vincolare determinati gradi di libertà di spostamento.
Gli appoggi strutturali, per i quali si applica quanto specificato al punto A del § 11.1, devono essere conformi alla pertinente norma europea armonizzata della serie UNI EN 1337 e recare la Marcatura CE. Si applica il Sistema di Valutazione e Verifica della Costanza della Prestazione 1, previsto nelle pertinenti specifiche tecniche armonizzate per le applicazioni critiche. Nel caso di appoggi strutturali non ricadenti, o non completamente ricadenti, nel campo di applicazione di una delle norme europee armonizzate della serie UNI EN 1337, si applica il caso C) del §11.1.
Ogni fornitura deve essere accompagnata dalla documentazione di marcatura CE oppure da copia del certificato di valutazione tecnica, nonché dal manuale contenente le specifiche tecniche per la posa in opera e la manutenzione.
Il Direttore dei Lavori è tenuto a verificare nell’ambito delle proprie competenze, quanto sopra indicato ed a rifiutare le eventuali forniture prive della documentazione di qualificazione e che le procedure di posa in opera siano conformi alle specifiche tecniche del fabbricante del sistema stesso; dovrà inoltre effettuare idonee prove di accettazione, che comprendano in ogni caso la verifica geometrica e delle tolleranze dimensionali, nonché la valutazione delle principali caratteristiche meccaniche dei materiali componenti e/o delle principali prestazioni degli appoggi, al fine di verificare la conformità degli appoggi stessi a quanto richiesto per lo specifico progetto.
11.7. MATERIALI E PRODOTTI A BASE DI LEGNO
11.7.1 GENERALITÀ
I materiali e prodotti a base di legno per usi strutturali devono essere qualificati secondo le procedure di cui al § 11.1. Per l’applicazione del caso C) del punto 11.1 si fa riferimento alle Linee Guida per l’impiego di prodotti , materiali e manufatti innovativi in legno per uso strutturale approvate dal Consiglio Superiore dei Lavori Pubblici.
La produzione, la lavorazione, fornitura e utilizzazione dei prodotti di legno e dei prodotti a base di legno per uso strutturale dovranno avvenire in applicazione di un sistema di assicurazione della qualità e di un sistema di rintracciabilità che copra la catena di distribuzione dal momento della prima classificazione e marcatura dei singoli componenti e/o semilavorati almeno fino al momento della prima messa in opera.
Oltre che dalla documentazione indicata al pertinente punto del §11.1 e del § 11.7.10, ogni fornitura deve essere accompagnata, secondo quanto indicato al §11.7.10.1.2, da un manuale contenente le specifiche tecniche per la posa in opera. Il Direttore dei Lavori è tenuto a rifiutare le eventuali forniture non conformi a quanto sopra prescritto.
Il progettista sarà tenuto ad indicare nel progetto le caratteristiche dei materiali secondo le indicazioni di cui al presente capitolo.
Tali caratteristiche devono essere garantite dai produttori, dai centri di lavorazione, dai fornitori intermedi, per ciascuna fornitura, secondo le disposizioni applicabili di cui alla marcatura CE oppure di cui al § 11.7.10.
Il Direttore dei Lavori effettuerà i controlli di accettazione in cantiere previsti al §11.7.10.2. Il Direttore dei Lavori potrà far eseguire ulteriori prove di accettazione sul materiale pervenuto in cantiere e sui collegamenti, secondo le metodologie di prova indicate nella presente norma.
Sono abilitati ad effettuare le prove ed i controlli, sia sui prodotti che sui cicli produttivi, i laboratori di cui all’art. 59 del DPR n. 380/2001 ed i laboratori, o gli organismi certificazione del controllo della produzione in fabbrica notificati ai sensi del D.Lgs. 106/2017 e del Regolamento UE 305/2011 in materia di prove e controlli sul legno.
11.7.1.1 PROPRIETÀ DEI MATERIALI
Si definiscono valori caratteristici di resistenza di un tipo di legno i valori del frattile 5% della distribuzione delle resistenze, ottenuti sulla base dei risultati di prove sperimentali effettuate con una durata di 300 secondi su provini all’umidità di equilibrio del legno corrispondente alla temperatura di 20 ±2 °C ed umidità relativa dell’aria del 65 ± 5%.
Per il modulo elastico, si fa riferimento sia ai valori caratteristici di modulo elastico corrispondenti al frattile 5% sia ai valori medi, ottenuti nelle stesse condizioni di prova sopra specificate.
Si definisce massa volumica caratteristica il valore del frattile 5% della relativa distribuzione con massa e volume misurati in condizioni di umidità di equilibrio del legno alla temperatura di 20 ± 2 °C ed umidità relativa dell’aria del 65 ± 5%.
Per il progetto e la verifica di strutture realizzate con legno massiccio, lamellare o con prodotti per uso strutturale derivati dal legno, si utilizzano i valori di resistenza, modulo elastico e di massa volumica costituenti il profilo resistente, che deve comprendere almeno quanto riportato nella seguente Tab. 11.7.I.
Tab. 11.7.I – Profilo resistente per materiali e prodotti a base di legno
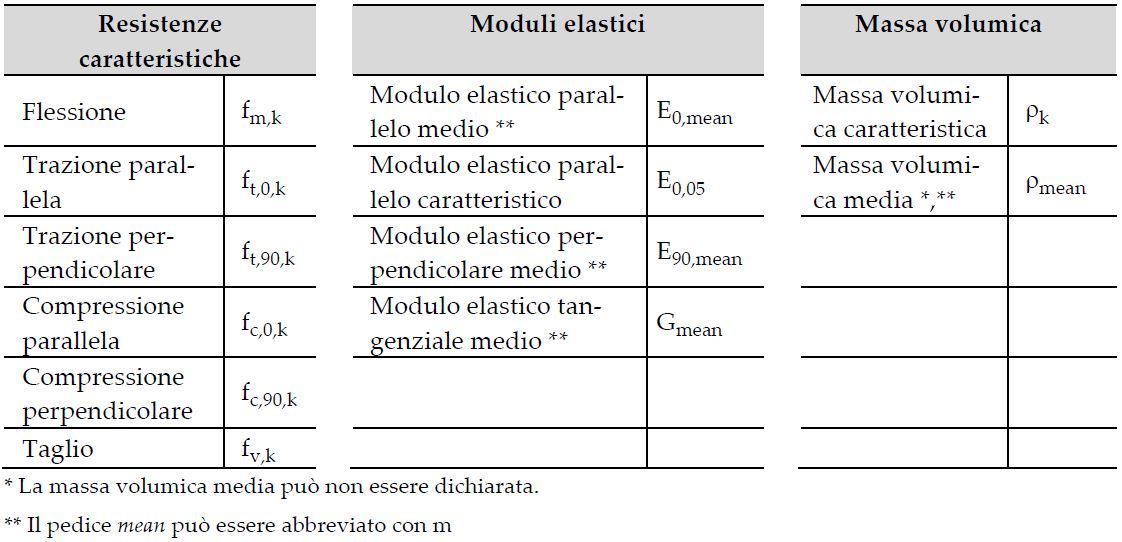
Per il legno massiccio, i valori caratteristici di resistenza, desunti da indagini sperimentali, sono riferiti a dimensioni standardizzate del campione di prova secondo le norme pertinenti. In particolare, per la determinazione della resistenza a flessione l’altezza della sezione trasversale del campione di prova è pari a 150 mm, mentre per la determinazione della resistenza a trazione parallela alla fibratura, il lato maggiore della sezione trasversale del campione di prova è pari a 150 mm.
Pertanto, per elementi di legno massiccio sottoposti a flessione o a trazione parallela alla fibratura che presentino rispettivamente una altezza o il lato maggiore della sezione trasversale inferiore a 150 mm, i valori caratteristici fm,k e ft,0,k , indicati nei profili resistenti, possono essere incrementati tramite il coefficiente moltiplicativo kh, così definito:

essendo h, in millimetri, l’altezza della sezione trasversale dell’elemento inflesso oppure il lato maggiore della sezione trasversale dell’elemento sottoposto a trazione.
Per il legno lamellare incollato i valori caratteristici di resistenza, desunti da indagini sperimentali, sono riferiti a dimensioni standardizzate del campione di prova secondo le norme pertinenti. In particolare, per la determinazione della resistenza a flessione l’altezza della sezione trasversale del campione di prova è pari a 600 mm, mentre per la determinazione della resistenza a trazione parallela alla fibratura, il lato maggiore della sezione trasversale del provino è pari a 600 mm.
Di conseguenza, per elementi di legno lamellare sottoposti a flessione o a trazione parallela alla fibratura che presentino rispettivamente una altezza o il lato maggiore della sezione trasversale inferiore a 600 mm, i valori caratteristici fm,k e ft,0,k, indicati nei profili resistenti, possono essere incrementati tramite il coefficiente moltiplicativo kh, così definito:

essendo h, in millimetri, l’altezza della sezione trasversale dell’elemento inflesso oppure il lato maggiore della sezione trasversale dell’elemento sottoposto a trazione.
11.7.2 LEGNO MASSICCIO
La produzione di elementi strutturali di legno massiccio a sezione rettangolare dovrà risultare conforme alla norma europea armonizzata UNI EN 14081-1 e, secondo quanto specificato al punto A del § 11.1, recare la Marcatura CE.
Qualora non sia applicabile la marcatura CE, i produttori di elementi di legno massiccio per uso strutturale, secondo quanto specificato al punto B del § 11.1, devono essere qualificati con le procedure di cui al § 11.7.10.
Il legno massiccio per uso strutturale è un prodotto naturale, selezionato e classificato in dimensioni d’uso secondo la resistenza, elemento per elemento, sulla base delle normative applicabili.
I criteri di classificazione garantiscono all’elemento prestazioni meccaniche minime statisticamente determinate, senza necessità di ulteriori prove sperimentali e verifiche, definendone il profilo resistente, che raggruppa le proprietà fisico-meccaniche, necessarie per la progettazione strutturale.
La classificazione può avvenire assegnando all’elemento una Categoria, definita in relazione alla qualità dell’elemento stesso con riferimento alla specie legnosa e alla provenienza geografica, sulla base di specifiche prescrizioni normative. Al legname appartenente a una determinata categoria, specie e provenienza, si assegna uno specifico profilo resistente, armonizzato con le classi di resistenza proposte dalla UNI EN 338, utilizzando metodi di classificazione previsti nelle normative applicabili. Può farsi utile riferimento ai profili resistenti indicati nelle norme UNI 11035:2010 parti 1, 2 e 3, per quanto applicabili.
In generale è possibile definire il profilo resistente di un elemento strutturale anche sulla base dei risultati documentati di prove sperimentali, in conformità a quanto disposto nella UNI EN 384:2016.
11.7.3 LEGNO STRUTTURALE CON GIUNTI A DITA
Ai prodotti con giunti a dita, in assenza di specifica norma europea armonizzata, si applica il p.to C del paragrafo 11.1.
Il controllo della produzione deve essere effettuato a cura del Direttore Tecnico della produzione, che deve provvedere alla trascrizione dei risultati delle prove su appositi registri di produzione. Detti registri devono essere resi disponibili al Servizio Tecnico Centrale e, limitatamente alla fornitura di competenza, al Direttore dei Lavori e al Collaudatore della costruzione.
I singoli elementi utilizzati per la composizione del legno strutturale con giunti a dita dovranno soddisfare i requisiti minimi della norma europea armonizzata UNI EN 14081-1 al fine di garantirne una corretta attribuzione ad una classe di resistenza.
Inoltre il sistema di gestione della qualità del prodotto che sovrintende al processo di fabbricazione deve essere predisposto in coerenza con le norme UNI EN ISO 9001 e certificato da parte di un organismo terzo indipendente, di adeguata competenza ed organizzazione, che opera in coerenza con le norme UNI CEI EN ISO/IEC 17021-1.
11.7.4. LEGNO LAMELLARE INCOLLATO E LEGNO MASSICCIO INCOLLATO
Gli elementi strutturali di legno lamellare incollato e legno massiccio incollato debbono essere conformi alla norma europea armonizzata UNI EN 14080 e, secondo quanto specificato al punto A del paragrafo 11.1, recare la marcatura CE.
Le singole tavole, per la composizione di legno lamellare, dovranno soddisfare i requisiti della norma europea armonizzata UNI EN 14081-1 al fine di garantirne una corretta attribuzione ad una classe di resistenza. Per classi di resistenza delle singole tavole superiori a C30 si farà riferimento esclusivo ai metodi di classificazione a macchina.
Le singole lamelle vanno tutte individualmente classificate dal fabbricante come previsto al § 11.7.2.
11.7.5 PANNELLI A BASE DI LEGNO
I pannelli a base di legno per uso strutturale, per i quali si applica il caso A di cui al §11.1, debbono essere conformi alla norma europea armonizzata UNI EN 13986. Per i pannelli a base di legno per i quali non sia applicabile la suddetta norma europea armonizzata UNI EN 13986 si applicano le procedure di cui al caso C di cui al paragrafo 11.1.
Per la valutazione dei valori caratteristici di resistenza, rigidezza e massa volumica da utilizzare nella progettazione di strutture che incorporano pannelli a base di legno, può farsi riferimento alle norme UNI EN 12369-1 (OSB, pannelli di particelle e pannelli di fibra), UNI EN 12369-2 (pannello compensato) e UNI EN 12369-3 (pannelli di legno massiccio con spessore inferiore a 80 mm).
11.7.6 ALTRI PRODOTTI DERIVATI DAL LEGNO PER USO STRUTTURALE
Per gli altri prodotti derivati dal legno per uso strutturale per i quali non è applicabile una norma europea armonizzata di cui al punto A del § 11.1 o non è applicabile quanto specificato al punto B del medesimo § 11.1, si applica quanto riportato ai punti C del paragrafo 11.1 della presente norma.
11.7.7 ADESIVI
Gli adesivi per usi strutturali devono produrre unioni aventi resistenza e durabilità tali che l’integrità dell’incollaggio sia conservata, nella classe di servizio assegnata, durante tutta la vita prevista della struttura.
11.7.7.1 ADESIVI PER ELEMENTI INCOLLATI IN STABILIMENTO
Gli adesivi fenolici ed amminoplastici devono soddisfare le specifiche della norma UNI EN 301:2013. Adesivi poliuretanici e isocianatici devono soddisfare i requisiti della UNI EN 15425:2017.
Gli adesivi di natura chimica diversa devono soddisfare le specifiche della medesima norma e, in aggiunta, dimostrare un comportamento allo scorrimento viscoso non peggiore di quello di un adesivo fenolico od amminoplastico così come specificato nella norma UNI EN 301:2013, tramite idonee prove comparative.
11.7.7.2 ADESIVI PER GIUNTI REALIZZATI IN CANTIERE
Gli adesivi utilizzati in cantiere (per i quali non sono rispettate le prescrizioni di cui alla norma UNI EN 301:2013) devono essere sottoposti a prove in conformità ad idoneo protocollo di prova, per dimostrare che la resistenza a taglio del giunto non sia minore di quella del legno, nelle medesime condizioni previste nel protocollo di prova.
11.7.8 ELEMENTI MECCANICI DI COLLEGAMENTO
Tutti gli elementi di collegamento (metallici e non metallici quali spinotti, chiodi, viti, piastre, ecc.) devono essere idonei a garantire le prestazioni previste dalle presenti norme ed in particolare, in presenza di azioni sismiche, al § 7.7.5.2.
Ai suddetti dispositivi meccanici, si applica quanto riportato ai punti A) o C) del §11.1.
11.7.9 DURABILITÀ DEL LEGNO E DERIVATI
11.7.9.1 GENERALITÀ
Al fine di garantire alla struttura adeguata durabilità, si devono considerare i seguenti fattori correlati:
- la classe di servizio prevista:
- la destinazione d’uso della struttura;
- le condizioni ambientali prevedibili;
- la composizione, le proprietà e le prestazioni dei materiali;
- la forma degli elementi strutturali ed i particolari costruttivi;
- la qualità dell’esecuzione ed il livello di controllo della stessa;
- le particolari misure di protezione;
- la manutenzione programmata durante la vita presunta.
Si adotteranno, in fase di progetto, idonei provvedimenti volti alla protezione dei materiali.
Per i materiali trattati con agenti preservanti contro attacchi di tipo biologico si dovrà fare riferimento ai principi generali della UNI EN 15228:2009.
11.7.9.2 REQUISITI DI DURABILITÀ NATURALE DEI MATERIALI A BASE DI LEGNO
Il legno ed i materiali a base di legno devono possedere un’adeguata durabilità naturale per la classe di rischio prevista in servizio, oppure devono essere sottoposti ad un trattamento preservante in accordo alla UNI EN 15228:2009.
Inoltre, quale utile riferimento ai fine della valutazione della durabilità dei materiali a base di legno, si precisa quanto segue:
- la norma UNI EN 350-1 fornisce indicazioni sui metodi per la determinazione della durabilità naturale e i principi di classificazione delle specie legnose basati sui risultati di prova;
- la stessa norma UNI EN 350 fornisce una classificazione della durabilità del legno massiccio nei confronti di funghi, coleotteri, termiti e organismi marini;
- la norma UNI EN 460 fornisce una guida alla scelta delle specie legnose in base alla loro durabilità naturale nelle classi di rischio così come definite all’interno della UNI EN 335;
- la norma UNI EN 335 fornisce una guida per l’applicazione del sistema delle classi di rischio secondo le definizioni fornite nella norma stessa.
Le specifiche relative alle prestazioni dei preservanti per legno ed alla loro classificazione ed etichettatura sono indicate nelle norme UNI EN 599-1 e UNI EN 599-2.
11.7.10 PROCEDURE DI IDENTIFICAZIONE, QUALIFICAZIONE E ACCETTAZIONE
Le caratteristiche e le prestazioni dei materiali devono essere garantite dai fabbricanti, dai centri di lavorazione, dai fornitori intermedi, per ciascuna fornitura, secondo le disposizioni che seguono.
11.7.10.1 DISPOSIZIONI GENERALI
Qualora non sia applicabile la procedura di marcatura CE, per tutti i prodotti a base di legno per impieghi strutturali valgono integralmente, per quanto applicabili, le seguenti disposizioni che sono da intendersi integrative di quanto specificato al punto B del § 11.1.
Per l’obbligatoria qualificazione della produzione di elementi denominati uso “Fiume” e “Trieste”, i fabbricanti di elementi in legno strutturale devono trasmettere al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici, per ciascun stabilimento, la documentazione seguente:
- l’individuazione dello stabilimento cui l’istanza si riferisce;
- il tipo di elementi strutturali che l’azienda è in grado di produrre;
- l’organizzazione del sistema di rintracciabilità relativo alla produzione di legno strutturale;
- l’organizzazione del controllo interno di produzione, con l’individuazione di un “Direttore Tecnico della produzione”;
- il marchio afferente al fabbricante specifico per la classe di prodotti “elementi di legno per uso strutturale”;
- la documentazione relativa alle prove di qualificazione e di autocontrollo interno, effettuate secondo le modalità delle norme europee applicabili, da un laboratorio di cui all’articolo 59 del DPR 380/01. Per gli elementi denominati uso “Fiume” e “Trieste” si applicano i metodi di prova e campionamento di cui alla UNI EN 14081-1.
Le procedure riguardanti la qualificazione effettuata dal Servizio Tecnico Centrale (punto B, §11.1) si applicano ai produttori di elementi base in legno massiccio e/o lamellare non ancora lavorati a formare elementi strutturali pronti per la messa in opera. Ai suddetti produttori, il Servizio Tecnico Centrale, ultimata favorevolmente l’istruttoria, rilascia un Attestato di Qualificazione, recante il riferimento al prodotto, alla ditta, allo stabilimento, al marchio. Circa quest’ultimo aspetto, si precisa che ogni fabbricante deve depositare presso il Servizio Tecnico Centrale il disegno del proprio marchio, che deve essere impresso in modo permanente (a caldo, con inchiostro indelebile, mediante punzonatura, etc.) su ogni elemento base prodotto.
I produttori, entro il 31 gennaio di ogni anno, trasmettono al Servizio tecnico centrale evidenza documentale dei controlli effettuati sulla produzione nell’anno precedente.
L’attestato ha validità finché permangono le condizioni poste alla base della qualificazione stessa, e comunque non oltre cinque anni. Gli attestati di qualificazione già rilasciati ai sensi del DM 14.01.2008 cessano comunque di validità cinque anni dopo l’entrata in vigore della presente versione delle Norme tecniche per le Costruzioni.
Si definiscono Centri di Lavorazione del legno strutturale, gli stabilimenti nei quali viene effettuata la lavorazione degli elementi base qualificati per dare loro la configurazione finale in opera (intagli, forature, applicazione di piastre metalliche, etc), sia di legno massiccio che lamellare. Come tali devono documentare la loro attività al Servizio Tecnico Centrale, il quale, ultimata favorevolmente l’istruttoria, rilascia un Attestato di denuncia di attività, recante il riferimento al prodotto, alla ditta, allo stabilimento, al marchio. Ogni Centro di lavorazione deve depositare presso il Servizio Tecnico Centrale il disegno del proprio marchio, che deve essere impresso in modo permanente (anche mediante etichettatura, etc.) su ogni elemento lavorato. Il centro di lavorazione può ricevere e lavorare solo prodotti qualificati all’origine, accompagnati dalla relativa documentazione di qualificazione.
Nel caso di impiego di prodotti base marcati CE, ogni lavorazione successiva a tale marcatura, non effettuata in cantiere sotto la responsabilità del direttore dei lavori, deve essere effettuata presso un centro di lavorazione.
Per l’obbligatoria denuncia di attività, i Centri di Lavorazione di legno strutturale devono trasmettere al Servizio Tecnico Centrale del Consiglio Superiore dei lavori Pubblici, per ciascun stabilimento, la seguente documentazione:
- l’individuazione dello stabilimento cui l’istanza si riferisce;
- il tipo di elementi strutturali che l’azienda è in grado di produrre;
- il sistema di identificazione e tracciabilità dei materiali.
Il Direttore Tecnico della produzione, di comprovata esperienza e dotato di attestato conseguito tramite apposito corso di formazione, assume le responsabilità relative alla conformità alle presenti norme delle attività svolte nel centro di lavorazione. Il Direttore tecnico di produzione deve altresì frequentare un corso di aggiornamento con cadenza almeno triennale.
I Regolamenti, i curricula dei docenti e i rispettivi programmi didattici dei corsi sopra citati devono essere preventivamente approvati dal Servizio Tecnico Centrale, sentito il Consiglio Superiore dei Lavori Pubblici, che verificherà la complessiva congruenza dei corsi con i requisiti richiesti dalle presenti norme.
I produttori ed i centri di lavorazione sono tenuti a comunicare ogni variazione rispetto a quanto dichiarato in sede di presentazione dell’istanza di qualificazione o di denuncia di attività.
Qualora nel medesimo stabilimento si produca legno base e si effettuino altresì le lavorazioni per ottenere gli elementi strutturali pronti per l’uso, allo stesso saranno rilasciati, ove sussistano i requisiti, entrambi gli Attestati.
Tutte le forniture di elementi in legno per uso strutturale devono riportare il marchio del fabbricante e del centro di lavorazione nel quale siano state eventualmente lavorate, ed essere accompagnate da una documentazione riportante la dichiarazione delle caratteristiche tecniche essenziali del prodotto.
Il Servizio Tecnico Centrale, in base ai progressi tecnici ed agli aggiornamenti normativi che dovessero successivamente intervenire, provvede ad aggiornare l’elenco della documentazione necessaria ad ottenere la qualificazione.
È prevista la sospensione o, nei casi più gravi o di recidiva, la revoca degli attestati di qualificazione e di denuncia attività ove il Servizio Tecnico Centrale accerti, in qualsiasi momento, difformità tra i documenti depositati e la produzione effettiva, oppure la mancata ottemperanza alle prescrizioni contenute nella vigente normativa tecnica. I provvedimenti di sospensione e di revoca vengono adottati dal Servizio Tecnico Centrale.
11.7.10.1.1 Identificazione e rintracciabilità dei prodotti qualificati
Tenuto conto di quanto riportato al paragrafo precedente, ciascun prodotto qualificato deve costantemente essere riconoscibile per quanto concerne le caratteristiche qualitative e riconducibile allo stabilimento di produzione tramite marchiatura indelebile depositata presso il Servizio Tecnico Centrale, conforme alla relativa norma armonizzata.
Ogni prodotto deve essere marchiato con identificativi diversi da quelli di prodotti aventi differenti caratteristiche, ma fabbricati nello stesso stabilimento e con identificativi differenti da quelli di prodotti con uguali caratteristiche ma fabbricati in altri stabilimenti, siano essi o meno dello stesso fabbricante. La marchiatura deve essere inalterabile nel tempo e senza possibilità di manomissione.
Per stabilimento si intende una unità produttiva autonoma, con impianti propri e magazzini per il prodotto finito. Nel caso di unità produttive multiple appartenenti allo stesso fabbricante, la qualificazione deve essere ripetuta per ognuna di esse e per ogni tipo di prodotto in esse fabbricato.
Considerata la diversa natura, forma e dimensione dei prodotti, le caratteristiche degli impianti per la loro produzione, nonché la possibilità di fornitura sia in pezzi singoli sia in lotti, differenti possono essere i sistemi di marchiatura adottati, anche in relazione alla destinazione d’uso.
Comunque, per quanto possibile, anche in relazione alla destinazione d’uso del prodotto, il fabbricante ed il centro di lavorazione sono tenuti ad identificare mediante marchiatura ogni singolo pezzo. Ove ciò non sia possibile, per la specifica tipologia del prodotto, la marchiatura deve essere tale che prima dell’apertura dell’eventuale ultima e più piccola confezione il prodotto sia riconducibile al fabbricante o al centro di lavorazione, al tipo di legname nonché al lotto di classificazione e alla data di classificazione.
Tenendo presente che l’elemento determinante della marchiatura è costituito dalla sua inalterabilità nel tempo, e dalla impossibilità di manomissione, il fabbricante ed il centro di lavorazione devono rispettare le modalità di marchiatura denunciate nella documentazione presentata al Servizio Tecnico Centrale e deve comunicare tempestivamente eventuali modifiche apportate.
Qualora, sia presso gli utilizzatori, sia presso i commercianti (quali fornitori intermedi), l’unità marchiata (pezzo singolo o lotto) viene scorporata, per cui una parte, o il tutto, perde l’originale marchiatura del prodotto è responsabilità sia degli utilizzatori sia dei commercianti documentare la provenienza mediante i documenti di accompagnamento del materiale e gli estremi del deposito del marchio presso il Servizio Tecnico Centrale.
I produttori, i successivi intermediari e gli utilizzatori finali devono assicurare una corretta archiviazione della documentazione di accompagnamento dei materiali garantendone la disponibilità per almeno 10 anni e devono mantenere evidenti le marchiature o etichette di riconoscimento per la rintracciabilità del prodotto.
Eventuali disposizioni supplementari atte a facilitare l’identificazione e la rintracciabilità del prodotto attraverso il marchio potranno essere emesse dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
11.7.10.1.2 Forniture, documentazione di accompagnamento, controlli di accettazione in cantiere
Tutte le forniture di legno strutturale devono essere accompagnate da:
- una copia della documentazione di marcatura CE, secondo il sistema di valutazione e verifica della costanza della prestazione applicabile al prodotto, oppure copia dell’attestato di qualificazione o del certificato di valutazione tecnica rilasciato dal Servizio Tecnico Centrale;
- dichiarazione di prestazione di cui al Regolamento (UE) n.305/2011 oppure dichiarazione resa dal Legale Rappresentante dello stabilimento in cui vengono riportate le informazioni riguardanti le caratteristiche essenziali del prodotto ed in particolare: la classe di resistenza del materiale, l’euroclasse di reazione al fuoco e il codice identificativo dell’anno di produzione; sulla stessa dichiarazione deve essere riportato il riferimento al documento di trasporto.
Nel caso di prodotti provenienti da un centro di lavorazione, oltre alla suddetta documentazione, le forniture devono accompagnate da:
- una copia dell’attestato di denuncia dell’attività del centro di lavorazione;
- dichiarazione del Direttore tecnico della produzione inerente la descrizione delle lavorazioni eseguite;
11.7.10.2 CONTROLLO DI ACCETTAZIONE IN CANTIERE
I controlli di accettazione in cantiere sono obbligatori per tutte le tipologie di materiali e prodotti a base di legno e sono demandati al Direttore dei Lavori il quale, prima della messa in opera, è tenuto ad accertare e a verificare quanto sopra indicato e a rifiutare le eventuali forniture non conformi.
Il Direttore dei Lavori esegue i controlli di accettazione, così come disciplinato di seguito. Il Direttore dei Lavori potrà far eseguire ulteriori prove di accettazione sul materiale pervenuto in cantiere e sui collegamenti, secondo le metodologie di prova indicate nella presente norma.
Il laboratorio incaricato di effettuare le prove provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
Per gli elementi di legno massiccio, su ogni fornitura, dovrà essere eseguita obbligatoriamente una classificazione visuale in cantiere su almeno il cinque per cento degli elementi costituenti il lotto di fornitura, da confrontare con la classificazione effettuata nello stabilimento.
Per gli elementi di legno lamellare dovrà essere acquisita la documentazione relativa alla classificazione delle tavole e alle prove meccaniche distruttive svolte obbligatoriamente nello stabilimento di produzione relativamente allo specifico lotto della fornitura in cantiere (prove a rottura sul giunto a pettine e prove di taglio e/o delaminazione sui piani di incollaggio). Inoltre, su almeno il 5% del materiale pervenuto in cantiere, deve essere eseguito il controllo della disposizione delle lamelle nella sezione trasversale e la verifica della distanza minima tra giunto e nodo, secondo le disposizioni della UNI EN 14080.
Per gli altri elementi giuntati di cui ai paragrafi 11.7.3, 11.7.5 ed 11.7.6, dovrà essere acquisita la documentazione relativa alla classificazione del materiale base e alle prove meccaniche previste nella documentazione relativa al controllo di produzione in fabbrica, svolte obbligatoriamente in stabilimento relativamente allo specifico lotto della fornitura in cantiere. Inoltre, su almeno il 5% del materiale pervenuto in cantiere, deve essere eseguito il controllo della disposizione delle lamelle nella sezione trasversale e la verifica della distanza minima tra giunto e nodo, secondo le disposizioni delle specifiche tecniche applicabili.
Infine, su almeno il 5% degli elementi di legno lamellare e degli elementi giuntati di cui ai paragrafi 11.7.3, 11.7.4, 11.7.5 ed 11.7.6 forniti in cantiere, deve essere eseguito il controllo dello scostamento dalla configurazione geometrica teorica secondo le tolleranze di cui al § 4.4.
Per gli elementi meccanici di collegamento di cui al § 11.7.8, in fase di accettazione in cantiere, il Direttore dei lavori verifica la prevista documentazione di qualificazione, la corrispondenza dimensionale, geometrica e prestazionale a quanto previsto in progetto, ed acquisisce i risultati delle prove meccaniche previste nelle procedure di controllo di produzione in fabbrica. Il Direttore dei lavori effettua, altresì, prove meccaniche di accettazione in ragione della criticità, della differenziazione e numerosità degli elementi di collegamento.
Nei casi in cui non siano soddisfatti i controlli di accettazione, oppure sorgano dubbi sulla qualità e rispondenza dei materiali o dei prodotti a quanto dichiarato, oppure qualora si tratti di elementi lavorati in situ, oppure non si abbiano a disposizione le prove condotte in stabilimento relative al singolo lotto di produzione, si deve procedere ad una valutazione delle caratteristiche prestazionali degli elementi attraverso una serie di prove distruttive e non distruttive con le modalità specificate di seguito.
Per quanto riguarda il legno massiccio potrà fatto farsi utile riferimento ai criteri di accettazione riportati nella norma UNI EN 384:2016.
Per il legno lamellare e gli altri elementi giuntati di cui ai § 11.7.3, 11.7.4, 11.7.5 ed 11.7.6, in considerazione dell’importanza dell’opera, potranno essere effettuate, da un laboratorio di cui all’articolo 59 del DPR 380/2001, prove di carico in campo elastico anche per la determinazione del modulo elastico parallelo alla fibratura secondo le modalità riportate nella UNI EN 408:2012 o nella UNI EN 380:1994, ciascuna in quanto pertinente.
Qualora i risultati dei controlli di accettazione non risultassero soddisfacenti, il Direttore dei lavori rifiuta la fornitura.
11.8. COMPONENTI PREFABBRICATI IN C.A. E C.A.P.
11.8.1. GENERALITÀ
Gli elementi costruttivi prefabbricati devono essere prodotti attraverso un processo industrializzato che si avvale di idonei impianti, nonché di strutture e tecniche opportunamente organizzate.
In particolare, deve essere presente ed operante un sistema permanente di controllo della produzione in stabilimento, che deve assicurare il mantenimento di un adeguato livello di affidabilità nella produzione del calcestruzzo, nell’impiego dei singoli materiali costituenti e nella conformità del prodotto finito.
Detto sistema di controllo deve comprendere anche la produzione del calcestruzzo secondo quanto prescritto al § 11.2.
Per tutti gli elementi prefabbricati qualificati secondo quanto previsto nei punti A oppure C del § 11.1, si considerano assolti i requisiti procedurali di cui al deposito ai sensi dell’articolo 58 del DPR 380/2001. Resta comunque l’obbligo degli adempimenti di cui al DPR 380/01 presso il competente ufficio territoriale, nonché, nel caso di edifici con struttura a pannelli portanti quelli dell’articolo 56 del DPR 380/2001. Ai fini dell’impiego, tali prodotti devono comunque rispettare, laddove applicabili, i seguenti punti 11.8.2, 11.8.3.4 ed 11.8.5, per quanto non in contrasto con le specifiche tecniche europee armonizzate.
Per la dichiarazione delle prestazioni ed etichettatura si applicano i metodi previsti dalla norme europee armonizzate, ed in particolare:
- Metodo 1: Dichiarazione delle caratteristiche geometriche e delle proprietà del materiale.
- Metodo 2: Dichiarazione delle proprietà di prodotto, da valutarsi applicando le vigenti Appendici Nazionali agli Eurocodici;
- Metodo 3: Dichiarazione basata su una determinata specifica di progetto, per la quale si applicano le presenti norme tecniche.
In ogni caso ai fini dell’accettazione e dell’impiego, tutti i componenti o sistemi strutturali devono rispondere ai requisiti della presente norma; in particolare i materiali base devono essere qualificati all’origine ai sensi del §11.1.
Per tutti gli elementi prefabbricati ai quali non sia applicabile quanto specificato al punto A oppure al punto C del § 11.1, valgono le disposizioni di seguito riportate.
In questo ambito, gli elementi costruttivi di produzione occasionale devono essere comunque realizzati attraverso processi sottoposti ad un sistema di controllo della produzione, secondo quanto di seguito indicato.
11.8.2. REQUISITI MINIMI DEGLI STABILIMENTI E DEGLI IMPIANTI DI PRODUZIONE
Il processo di produzione degli elementi costruttivi prefabbricati, oggetto delle presenti norme, deve essere caratterizzato almeno da:
a) impianti in cui le materie costituenti siano conservate in sili, tramogge e contenitori che ne evitino ogni possibilità di confusione, dispersione o travaso;
b) dosaggio a peso dei componenti solidi e dosaggio a volume, o a peso, dei soli componenti liquidi, mediante utilizzo di idonei strumenti soggetti a taratura secondo le normative applicabili;
c) organizzazione mediante una sequenza completa di operazioni essenziali in termini di produzione e controllo;
d) organizzazione di un sistema permanente di controllo documentato della produzione;
e) rispetto delle norme di protezione dei lavoratori e dell’ambiente.
11.8.3. CONTROLLO DI PRODUZIONE
Gli impianti per la produzione di elementi costruttivi prefabbricati, disciplinati dalle presenti norme, devono essere idonei ad una produzione continua, disporre di apparecchiature adeguate per il confezionamento nonché di personale esperto e di attrezzature idonee a provare, valutare e correggere la qualità del prodotto.
Il fabbricante di elementi prefabbricati deve dotarsi di un sistema di controllo della produzione allo scopo di assicurare che il prodotto abbia i requisiti previsti dalle presenti norme e che tali requisiti siano costantemente mantenuti fino alla posa in opera.
Il sistema di gestione della qualità del prodotto che sovrintende al processo di fabbricazione deve essere predisposto in coerenza con la norma UNI EN ISO 9001 e certificato da parte un organismo terzo indipendente, di adeguata competenza ed organizzazione, che opera in coerenza con la norma UNI CEI EN ISO/IEC 17021-1.
Ai fini della certificazione del sistema di gestione della qualità il fabbricante e l’organismo di certificazione di processo potranno fare riferimento alle indicazioni contenute nelle relative norme europee od internazionali applicabili.
I controlli sui materiali dovranno essere eseguiti in conformità a quanto riportato nella presente norma o alle normative comunque applicabili.
11.8.3.1 CONTROLLO SUI MATERIALI PER ELEMENTI DI SERIE
Per il calcestruzzo impiegato con fini strutturali nei centri di produzione dei componenti prefabbricati di serie, il Direttore tecnico di Stabilimento dovrà effettuare il controllo continuo del calcestruzzo stesso secondo le prescrizioni contenute nel § 11.2, operando con apparecchiature di misura di forza e spostamenti tarate annualmente da uno dei laboratori di cui all’art. 59 del DPR n. 380/2001 o da organismi terzi di taratura appositamente accreditati secondo i regolamenti vigenti nel settore.
Il tecnico suddetto provvederà alla trascrizione giornaliera dei risultati su appositi registri di produzione con data certa, da conservare per dieci anni da parte del fabbricante. Detti registri devono essere disponibili per i competenti organi del Consiglio Superiore dei lavori pubblici - Servizio Tecnico Centrale, per i direttori dei lavori e per tutti gli aventi causa nella costruzione.
Le prove di stabilimento dovranno essere eseguite a 28 giorni di stagionatura e ai tempi significativi nelle varie fasi del ciclo tecnologico, secondo le modalità precisate in § 11.2.4.
La resistenza caratteristica dovrà essere determinata secondo il metodo di controllo di tipo B di cui al § 11.2.5, ed immediatamente registrata.
Inoltre dovranno eseguirsi controlli del calcestruzzo a 28 giorni di stagionatura, presso un laboratorio di cui all’art. 59 del DPR n. 380/2001, per non meno di un prelievo ogni cinque giorni di produzione effettiva per ogni tipo di calcestruzzo omogeneo; tali risultati dovranno soddisfare il controllo di tipo A di cui al § 11.2.5, operando su tre prelievi consecutivi, indipendentemente dal quantitativo di calcestruzzo prodotto.
Sarà responsabilità del Direttore Tecnico dello stabilimento la trascrizione sullo stesso registro dei risultati delle prove di stabilimento e quelli del laboratorio esterno.
Infine, il direttore tecnico dovrà predisporre periodicamente, almeno su base annua, una verifica della conformità statistica dei risultati dei controlli interni e di quelli effettuati da laboratorio esterno, tra loro e con le prescrizioni contenute nelle vigenti norme tecniche.
Per l’acciaio d’armatura impiegato con fini strutturali nei centri di produzione dei componenti prefabbricati di serie, il direttore tecnico di stabilimento deve verificare che il materiale in ingresso sia provvisto della documentazione di qualificazione prevista e sia accompagnato dai documenti di cui al punto 11.3.1.5 (attestato di qualificazione del STC, documenti di trasporto, etc.). Il Direttore tecnico di stabilimento è tenuto a rifiutare le eventuali forniture non conformi.
Nel caso di piegatura, saldatura e raddrizzatura dell’acciaio, è responsabilità del Direttore tecnico di Stabilimento verificare, tramite opportune prove, che le lavorazioni non alterino le caratteristiche meccaniche e geometriche originarie del prodotto. Le prove devono essere eseguite dopo le lavorazioni. Per i processi sia di saldatura che di piegatura, si può fare utile riferimento alla normativa europea applicabile.
La prova di piegatura va eseguita su tre campioni ogni 90 tonnellate di acciaio lavorato (in uscita dalla/e apparecchiatura/e dello stabilimento), e comunque almeno 1 volta al mese, secondo la norma UNI EN ISO 15630-1:2010. Vanno usati mandrini di diametro opportuno. Dopo la prova il campione non deve presentare cricche.
Le prove sulle saldature strutturali, eseguite da operatore qualificato, devono essere definite all’interno del controllo di produzione in fabbrica aziendale. Per le modalità di esecuzione dei controlli ed i livelli di accettabilità si potrà fare utile riferimento alla norma UNI EN ISO 17635. Ogni due anni, al rinnovo della qualifica dell’operatore, verranno effettuate sulle saldature tutte le prove previste dalle norme europee applicabili.
A valle dell’operazione di raddrizzamento dei rotoli, verrà effettuata una prova a trazione su tre campioni ogni 10 rotoli presso uno dei laboratori di cui all’art. 59 del DPR n. 380/2001.
Il Direttore tecnico di stabilimento curerà la registrazione di tutti i risultati delle prove di controllo interno e del laboratorio esterno su apposito registro di produzione, da conservare per dieci anni, di cui dovrà essere consentita la visione a quanti ne abbiano titolo.
I suddetti controlli si applicano solo a prodotti per i quali non sia applicabile la marcatura CE, per i quali si applica integralmente quanto previsto dalle norme pertinenti specifiche tecniche armonizzate.
11.8.3.2 CONTROLLO DI PRODUZIONE IN SERIE CONTROLLATA
Per le produzioni per le quali è prevista, al §4.1.10.2.2, la serie controllata, è richiesto il rilascio preventivo, da parte del Servizio Tecnico Centrale, della Certificazione di Valutazione tecnica, secondo quanto previsto al § 11.8.4.3.
11.8.3.3 PROVE INIZIALI DI TIPO PER ELEMENTI IN SERIE CONTROLLATA
La produzione in serie controllata di componenti strutturali deve essere preceduta da verifiche sperimentali su prototipi eseguite da un laboratorio di cui all’art. 59 del DPR n. 380/2001, appositamente incaricato dal fabbricante.
11.8.3.4 MARCHIATURA
Ogni elemento prefabbricato prodotto in serie, deve essere appositamente contrassegnato da marchiatura fissa, indelebile o comunque non rimovibile, in modo da garantire la rintracciabilità del fabbricante e dello stabilimento di produzione, nonché individuare la serie di origine dell’elemento.
Inoltre, per manufatti di peso superiore ad 8 kN, dovrà essere indicato in modo visibile, per lo meno fino all’eventuale getto di completamento, anche il peso dell’elemento.
11.8.4. PROCEDURE DI QUALIFICAZIONE
La valutazione dell’idoneità del processo produttivo e del controllo di produzione in stabilimento, nonché della conformità del prodotto finito, è effettuata attraverso la procedura di qualificazione di seguito indicata.
I produttori di elementi prefabbricati di serie devono procedere alla qualificazione dello stabilimento e degli elementi costruttivi di serie prodotti trasmettendo, ai sensi dell’art. 58 del DPR n. 380/2001, idonea documentazione al Servizio Tecnico Centrale della Presidenza del Consiglio Superiore dei Lavori Pubblici.
La documentazione di cui sopra sarà resa nota dal Servizio Tecnico Centrale a mezzo di specifica Circolare.
Il Servizio Tecnico Centrale ha facoltà, anche attraverso sopralluoghi, di accertare la validità e la rispondenza della documentazione, come pure il rispetto delle prescrizioni contenute nelle presenti norme.
Il Servizio Tecnico Centrale provvede ad aggiornare l’elenco della documentazione necessaria ad ottenere la qualificazione, in base ai progressi tecnici ed agli aggiornamenti normativi che dovessero successivamente intervenire.
11.8.4.1 QUALIFICAZIONE DELLO STABILIMENTO
La qualificazione dello stabilimento è il presupposto per ogni successivo riconoscimento di tipologie produttive.
La qualificazione del sistema organizzativo dello stabilimento e del processo produttivo deve essere dimostrata attraverso la presentazione di idonea documentazione, relativa alla struttura organizzativa della produzione ed al sistema di controllo in stabilimento.
Nel caso in cui gli elementi costruttivi siano prodotti in più stabilimenti, la qualificazione deve essere riferita a ciascuna unità di produzione.
11.8.4.2 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE DICHIARATA
Tutte le ditte che procedono in stabilimento alla costruzione di manufatti prefabbricati in serie dichiarata, di cui al § 4.1.10.2.1, prima dell’inizio di una nuova produzione devono presentare apposita domanda Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Tale domanda deve essere corredata da idonea documentazione, ai sensi dell’art. 58 del DPR n. 380/2001 e di quanto indicato al § 11.8.4.1.
Sulla base della documentazione tecnica presentata il Servizio Tecnico Centrale rilascerà apposito attestato, avente validità quinquennale.
Tale attestato, necessario per la produzione degli elementi, sottintende anche la qualificazione del singolo stabilimento di produzione.
L’attestato è rinnovabile su richiesta, previa presentazione di idonei elaborati relativi all’attività svolta ed ai controlli eseguiti nel quinquennio di validità.
11.8.4.3 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE CONTROLLATA
Oltre a quanto specificato per produzione in serie dichiarata, la documentazione necessaria per la qualificazione della produzione in serie controllata dovrà comprendere la documentazione relativa alle prove a rottura su prototipo ed una relazione interpretativa dei risultati delle prove stesse.
Sulla base della documentazione tecnica presentata il Servizio Tecnico Centrale, sentito il Consiglio Superiore dei Lavori Pubblici, rilascerà il Certificato di Valutazione Tecnica , con validità quinquennale e rinnovabile su richiesta.
Tale certificato, necessario per la produzione degli elementi, sottintende anche la qualificazione del singolo stabilimento di produzione.
11.8.4.4 SOSPENSIONI E REVOCHE
È prevista la sospensione o, nei casi più gravi o di recidiva, la revoca degli attestati di qualificazione dello stabilimento e/o della produzione in serie dichiarata o controllata, ove il Servizio Tecnico Centrale accerti, in qualsiasi momento, difformità tra i documenti depositati e la produzione effettiva, oppure la mancata ottemperanza alle prescrizioni contenute nella vigente normativa tecnica. I provvedimenti di sospensione e di revoca vengono adottati dal Servizio Tecnico Centrale.
11.8.5. DOCUMENTI DI ACCOMPAGNAMENTO
Il Direttore dei Lavori è tenuto a rifiutare le eventuali forniture non conformi a quanto riportato nel presente paragrafo.
Oltre a quanto previsto nei punti applicabili del § 11.1, ogni fornitura in cantiere di elementi costruttivi prefabbricati, sia di serie che occasionali, dovrà essere accompagnata da apposite istruzioni nelle quali vengono indicate le procedure relative alle operazioni di trasporto e montaggio degli elementi prefabbricati, ai sensi dell’art. 58 del DPR n. 380/2001, da consegnare al Direttore dei Lavori dell’opera in cui detti elementi costruttivi vengono inseriti, che ne curerà la conservazione:
Tali istruzioni dovranno almeno comprendere, di regola:
a) i disegni d’assieme che indichino la posizione e le connessioni degli elementi nel complesso dell’opera, compreso l’elenco degli elementi forniti con relativi contrassegni;
b) apposita relazione sulle caratteristiche dei materiali richiesti per le unioni e le eventuali opere di completamento;
c) le istruzioni di montaggio con i necessari dati per la movimentazione, la posa e la regolazione dei manufatti;
d) elaborati contenenti istruzioni per il corretto impiego e la manutenzione dei manufatti. Tali elaborati dovranno essere consegnati dal Direttore dei Lavori al Committente, a conclusione dell’opera;
e) per elementi di serie qualificati, certificato di origine firmato dal fabbricante, il quale con ciò assume per i manufatti stessi le responsabilità che la legge attribuisce al costruttore, e dal Direttore Tecnico responsabile della produzione. Il certificato, che deve garantire la rispondenza del manufatto alle caratteristiche di cui alla documentazione depositata presso il Servizio Tecnico Centrale, deve riportare il nominativo del progettista e copia dell’attestato di qualificazione rilasciato dal Servizio Tecnico Centrale;
f) documentazione, fornita quando disponibile, attestante i risultati delle prove a compressione effettuate in stabilimento su cubi di calcestruzzo (estratto del Registro di produzione) e copia dei certificati relativi alle prove effettuate da un laboratorio incaricato ai sensi dell’art. 59 del DPR n. 380/2001; tali documenti devono essere relativi al periodo di produzione dei manufatti.
Copia del certificato d’origine dovrà essere allegato alla relazione del Direttore dei Lavori di cui all’art. 65 del DPR n. 380/2001.
Prima di procedere all’accettazione dei manufatti, il Direttore dei Lavori deve verificare che essi siano effettivamente contrassegnati, come prescritto dal § 11.8.3.4.
Il fabbricante di elementi prefabbricati deve altresì fornire al Direttore dei Lavori, e questi al Committente, gli elaborati (disegni, particolari costruttivi, ecc.) firmati dal Progettista e dal Direttore Tecnico di stabilimento, secondo le rispettive competenze, contenenti istruzioni per il corretto impiego dei singoli manufatti, esplicitando in particolare:
g) destinazione del prodotto;
h) requisiti fisici rilevanti in relazione alla destinazione;
i) prestazioni statiche per manufatti di tipo strutturale;
j) prescrizioni per le operazioni integrative o di manutenzione, necessarie per conferire o mantenere nel tempo le prestazioni e i
requisiti dichiarati;
k) tolleranze dimensionali nel caso di fornitura di componenti.
Nella documentazione di cui sopra il progettista deve indicare espressamente:
– le caratteristiche meccaniche delle sezioni, i valori delle coazioni impresse, i momenti di servizio, gli sforzi di taglio massimo, i valori dei carichi di esercizio e loro distribuzioni, il tipo di materiale protettivo contro la corrosione per gli apparecchi metallici di ancoraggio, dimensioni e caratteristiche dei cuscinetti di appoggio, indicazioni per il loro corretto impiego;
– se la sezione di un manufatto resistente deve essere completata in opera con getto integrativo, la resistenza richiesta;
la possibilità di impiego in ambiente aggressivo e le eventuali variazioni di prestazioni che ne conseguono.
11.8.6. DISPOSITIVI MECCANICI DI COLLEGAMENTO
I dispositivi meccanici che garantiscono il collegamento fra elementi prefabbricati devono essere idonei a garantire le prestazioni previste dalle presenti norme ed in particolare, in presenza di azioni sismiche, al § 7.4.5.2.
Ai suddetti dispositivi meccanici, si applica quanto riportato ai punti A) o C) del §11.1.
11.9. DISPOSITIVI ANTISISMICI E DI CONTROLLO DELLE VIBRAZIONI
Per dispositivi antisismici e di controllo delle vibrazioni si intendono gli elementi che contribuiscono a modificare la risposta sismica, o in generale dinamica, di una struttura, ad esempio incrementandone il periodo fondamentale, modificando la forma dei modi di vibrare fondamentali, incrementando la dissipazione di energia, limitando la forza trasmessa alla struttura e/o introducendo vincoli permanenti o temporanei che migliorano la risposta sismica o dinamica.
Tutti i dispositivi devono avere una vita di servizio maggiore di 10 anni nel campo di temperatura di riferimento indicato nelle specifiche tecniche applicabili a ciascun dispositivo. In assenza di indicazioni riportate nelle suddette specifiche tecniche il campo di temperatura di riferimento deve essere almeno compreso fra –15 °C e +45 °C. Per opere particolari, per le quali le temperature prevedibili non rientrano nel suddetto intervallo, potrà farsi riferimento a campi di temperatura diversi da quello sopra citato;
per dispositivi operanti in luoghi protetti, si può assumere un campo di temperatura ridotto in relazione ai valori estremi di temperatura ambientale.
Devono essere previsti piani di manutenzione e di sostituzione allo scadere della vita di servizio, senza significativi effetti sull’uso delle strutture in cui sono installati.
Nei casi in cui si applica la norma europea armonizzata UNI EN 15129, le grandezze di riferimento ivi citate andranno desunte da quanto prescritto nelle presenti Norme Tecniche per le Costruzioni; in particolare si intende per dbd lo spostamento valutato per un terremoto riferito allo SLV, e per γx · dbd lo spostamento valutato per un terremoto riferito allo SLC (dbd e γx · sono i simboli utilizzati nella UNI EN 15129 rispettivamente per lo spostamento di progetto di un dispositivo e per il fattore di amplificazione di al § 4.1.2 della stessa UNI EN 15129).
11.9.1. TIPOLOGIE DI DISPOSITIVI
In generale, ai fini della presente norma, si possono individuare le seguenti tipologie di dispositivi:
DISPOSITIVI DI VINCOLO TEMPORANEO: questi dispositivi sono utilizzati per obbligare i movimenti in uno o più direzioni secondo modalità differenziate a seconda del tipo e dell’entità dell’azione. Si distinguono in :
Dispositivi di vincolo del tipo “a fusibile”: caratterizzati dall’impedire i movimenti relativi fra le parti collegate sino al raggiungimento di una soglia di forza oltre la quale, al superamento della stessa, consentono tutti i movimenti. Abitualmente sono utilizzati per escludere il sistema di protezione sismica nelle condizioni di servizio, consentendone il libero funzionamento durante il terremoto di progetto, senza modificarne il comportamento.
Dispositivi (dinamici) di vincolo provvisorio: caratterizzati dalla capacità di solidarizzare gli elementi che collegano, in presenza di movimenti relativi rapidi, quali quelli sismici, e di lasciarli liberi, o quasi, in presenza di movimenti relativi lenti imposti o dovuti ad effetti termici.
DISPOSITIVI DIPENDENTI DALLO SPOSTAMENTO, a loro volta suddivisi in:
Dispositivi a comportamento lineare o “Lineari”: caratterizzati da un legame forza-spostamento sostanzialmente lineare, fino ad un dato livello di spostamento, con comportamento stabile per il numero di cicli richiesti e sostanzialmente indipendente dalla velocità; nella fase di scarico non devono mostrare spostamenti residui significativi.
Dispositivi a comportamento non lineare o “Non Lineari”: caratterizzati da un legame forza-spostamento non lineare, con comportamento stabile per il numero di cicli richiesti e sostanzialmente indipendente dalla velocità.
DISPOSITIVI DIPENDENTI DALLA VELOCITÀ detti anche Dispositivi a comportamento viscoso o “Viscosi”: caratterizzati dalla dipendenza della forza soltanto dalla velocità o da velocità e spostamento contemporaneamente; il loro funzionamento è basato sulle forze di reazione causate dal flusso di un fluido viscoso attraverso orifizi o sistemi di valvole.
DISPOSITIVI DI ISOLAMENTO o “Isolatori”: svolgono fondamentalmente la funzione di sostegno dei carichi verticali, con elevata rigidezza in direzione verticale e bassa rigidezza o resistenza in direzione orizzontale, permettendo notevoli spostamenti orizzontali.
A tale funzione possono essere associate o no quelle di dissipazione di energia, di ricentraggio del sistema, di vincolo laterale sotto carichi orizzontali di servizio (non sismici). Essendo fondamentalmente degli apparecchi di appoggio, essi debbono rispettare le relative norme per garantire la loro piena funzionalità rispetto alle azioni di servizio.
In generale, ai fini della presente norma, si possono individuare le seguenti tipologie di isolatori:
Isolatori elastomerici: costituiti da strati alternati di materiale elastomerico (gomma naturale o materiali artificiali idonei) e di acciaio, quest’ultimo con funzione di confinamento dell’elastomero, risultano fortemente deformabili per carichi paralleli alla giacitura degli strati (carichi orizzontali).
Isolatori a scorrimento: costituiti da appoggi a scorrimento, con superficie piana o curva, caratterizzati da bassi valori delle resistenze per attrito.
DISPOSITIVI costituti da una COMBINAZIONE DELLE PRECEDENTI CATEGORIE.
11.9.2. PROCEDURA DI QUALIFICAZIONE
I dispositivi antisismici, per i quali si applica quanto specificato al punto A) del § 11.1, devono essere conformi alla norma europea armonizzata UNI EN 15129 e recare la Marcatura CE. Si applica il sistema di valutazione e verifica della costanza della prestazione previsto nella suddetta norma europea armonizzata per le applicazioni critiche.
Nel caso di dispositivi antisismici non ricadenti, o non completamente ricadenti, nel campo di applicazione della norma europea armonizzata UNI EN 15129, si applica il caso C) del §11.1.
In aggiunta a quanto previsto ai punti A) o C) del § 11.1, ogni fornitura deve essere accompagnata da un manuale contenente le specifiche tecniche per la posa in opera e la manutenzione.
Le procedure di qualificazione hanno lo scopo di dimostrare che il dispositivo è in grado di mantenere la propria funzionalità nelle condizioni d’uso previste durante tutta la vita di progetto.
11.9.3. PROCEDURA DI ACCETTAZIONE
I controlli di accettazione in cantiere sono obbligatori per tutte le tipologie di dispositivi e sono demandati al Direttore dei Lavori il quale, prima della messa in opera, è tenuto ad accertare e a verificare la prescritta documentazione di qualificazione, e a rifiutare le eventuali forniture non conformi. Il Direttore dei Lavori dovrà inoltre effettuare la verifica geometrica e delle tolleranza dimensionali, nonché le prove di accettazione di seguito specificate.
Le prove di accettazione devono essere eseguite e certificate da un laboratorio di cui all’articolo 59 del DPR 380/2001, dotato di adeguata competenza, attrezzatura ed organizzazione.
Per i dispositivi rientranti nel campo di applicazione della norma europea armonizzata UNI EN 15129, le metodologie per le prove di accettazione ed i relativi criteri di valutazione, ove non diversamente specificato nel seguito, sono quelli indicati, per ciascun tipo di dispositivo, nella suddetta norma europea armonizzata con riferimento alle prove di Controllo di Produzione in Fabbrica (Factory Production Control tests). Il numero dei dispositivi da sottoporre a prove di accettazione è di seguito specificato per ciascun tipo di dispositivo.
E’ possibile impiegare, ai fini delle prove di accettazione, le prove di Controllo di Produzione in Fabbrica effettuate nell’ambito del mantenimento della qualificazione dei dispositivi stessi ai sensi della norma europea sopra detta, nel numero che la stessa norma prevede, a condizione che:
- il campionamento dei dispositivi sia stato effettuato, sui lotti destinati allo specifico cantiere, dal Direttore dei Lavori del cantiere stesso;
- le prove siano eseguite e certificate da un laboratorio di cui all’articolo 59 del DPR 380/2001, dotato di adeguata competenza, attrezzatura ed organizzazione.
- I suddetti certificati riportino esplicitamente l’indicazione del o dei cantieri ove viene utilizzata la fornitura.
Per dispositivi non ricadenti nel campo di applicazione della norma europea armonizzata UNI EN 15129 le prove di accettazione, che rimangono obbligatorie, saranno eseguite secondo le modalità e con i criteri di valutazione riportate nelle specifiche tecniche europee, oppure nella Certificazione di valutazione tecnica, di riferimento.
Qualora i risultati dei controlli di accettazione non risultassero soddisfacenti, il Direttore dei lavori rifiuta la fornitura.
I dispositivi sottoposti a prove di qualificazione o di accettazione potranno essere utilizzati nella costruzione solo se gli elementi sollecitati in campo non lineare vengono sostituiti o se la loro resistenza alla fatica oligociclica è almeno di un ordine di grandezza superiore al numero dei cicli delle prove, e comunque previo accertamento della loro perfetta integrità e piena funzionalità a seguito delle prove, da accertare attraverso la successiva effettuazione delle prove di accettazione ed il controllo dei relativi parametri di verifica.
11.9.4. DISPOSITIVI A COMPORTAMENTO LINEARE
Il comportamento dei dispositivi a comportamento lineare è definito tramite la rigidezza equivalente Ke e il coefficiente di smorzamento viscoso equivalente ξe, che devono rispettare le limitazioni
![]()
![]()
essendo Kin la rigidezza iniziale valutata come rigidezza secante tra i valori corrispondenti al 10% ed il 20% della forza di progetto.
Per assicurare un comportamento ciclico stabile, le variazioni in una serie di cicli di carico riferiti allo stesso spostamento massimo devono essere limitate nel modo seguente:
![]()
![]()
dove il pedice “(3)” si riferisce a quantità determinate nel terzo ciclo di carico ed il pedice “(i)” si riferisce a quantità relative all’iesimo ciclo, escluso il primo (i ≥ 2).
Le massime differenze tra le caratteristiche meccaniche ottenute nelle prove di qualificazione ed i valori di progetto o le normali condizioni d’uso devono essere contenute entro limiti riportati in Tab. 11.9.I
Le variazioni devono essere valutate con riferimento al 3° ciclo di prova.
Tab. 11.9.I

11.9.4.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Le prove di accettazione devono essere effettuate su almeno il 20% dei dispositivi, comunque non meno di 4 e non più del numero di dispositivi da mettere in opera.
Su almeno un dispositivo verrà anche condotta una prova “quasi statica”, imponendo almeno 5 cicli completi di deformazioni alternate, con ampiezza massima pari a ± d2 .
Qualora il dispositivo abbia caratteristiche costruttive analoghe a quelle di un isolatore elastomerico, geometricamente simile e soggetto ad azione tagliante senza però svolgere funzione portante dei carichi verticali, le prove di accettazione dovranno essere condotte secondo le modalità e numerosità previste per le prove su isolatori elastomerici, ma con la seguente variante:
– caratterizzazione dei dispositivi in assenza di carico iniziale, riproducendo le condizioni di vincolo sulle facce, superiori ed inferiori del dispositivo in opera.
11.9.5. DISPOSITIVI A COMPORTAMENTO NON LINEARE
I dispositivi a comportamento non lineare possono realizzare comportamenti meccanici diversi, ad elevata o bassa dissipazione di energia, con riduzione o incremento della rigidezza al crescere dello spostamento, con o senza spostamenti residui all’azzeramento della forza. Nel seguito si tratteranno dispositivi caratterizzati da una riduzione della rigidezza, ma con forza sempre crescente, al crescere dello spostamento, i cui diagrammi forza-spostamento sono sostanzialmente indipendenti dalla velocità di percorrenza e possono essere schematizzati come nella Fig. 11.9.1.
I dispositivi a comportamento non lineare sono costituiti da elementi base che ne determinano le caratteristiche meccaniche fondamentali ai fini della loro utilizzazione
Il loro comportamento è individuato dalla curva caratteristica che lega la forza trasmessa dal dispositivo al corrispondente spostamento; tali curve caratteristiche sono, in generale, schematizzabili con delle relazioni bilineari definite imponendo il passaggio per il punto di coordinate (F1, d1), corrispondente al limite teorico del comportamento elastico lineare del dispositivo, e per il punto di coordinate (F2, d2), corrispondente alla condizione di progetto allo SLC.
Fig. 11.9.1 - Diagrammi forza – spostamento per dispositivi non lineari
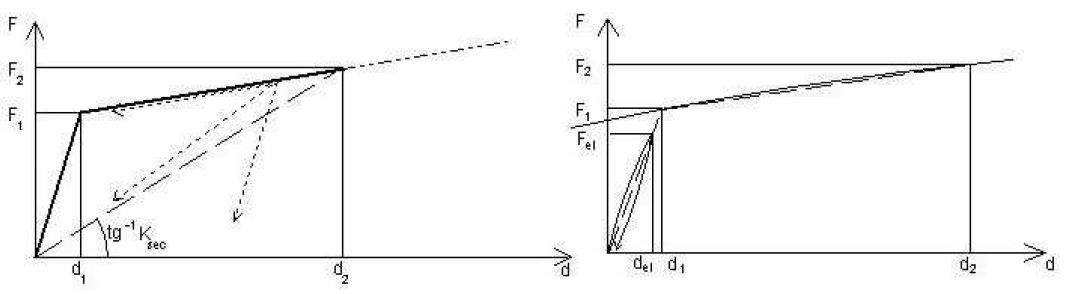
Il ciclo bilineare teorico è definito dai seguenti parametri:
del = spostamento nel primo ramo di carico in una prova sperimentale entro il quale il comportamento è sostanzialmente lineare.
In generale può assumersi un valore pari a d2/20;
Fel = Forza corrispondente a del, nel ramo di carico iniziale sperimentale.
d1 = ascissa del punto d’intersezione della linea retta congiungente l’origine con il punto (del , Fel) e la linea retta congiungente i
punti (d2/4, F(d2/4)) e (d2, F2) nel terzo ciclo della prova sperimentale;
F1 = ordinata del punto d’intersezione della linea retta congiungente l’origine con il punto (del, Fel) e la linea retta congiungente
i punti (d2/4, F(d2/4)) e (d2, F2) nel terzo ciclo della prova sperimentale;
d2 = spostamento massimo di progetto del dispositivo corrispondente allo SLC;
F2 = forza corrispondente allo spostamento d2, ottenuta al terzo ciclo sperimentale.
Le rigidezze elastica e post-elastica, rispettivamente del primo ramo e del secondo ramo, vengono definite come: K1 = F1/d1 ; K2 = (F2-F1)/(d2-d1), mentre la rigidezza secante è data da Ksec = F2/d2 e lo smorzamento equivalente è ξe = Ed/(2π · F2 · d2) essendo Ed l’area del ciclo d’isteresi.
Per assicurare un comportamento ciclico stabile, le variazioni in una serie di cicli di carico riferiti allo stesso spostamento massimo
devono essere limitate nel modo seguente:
![]()
![]()
dove il pedice “(3)” si riferisce a quantità determinate nel terzo ciclo di carico ed il pedice “(i)” si riferisce a quantità relative all’iesimo ciclo, escluso il primo (i≥2).
Il ciclo teorico che eventualmente si assume per l’esecuzione delle analisi non lineari per la progettazione della struttura, completato dei rami di scarico e ricarico coerenti con il comportamento reale, deve essere tale che l’energia dissipata in un ciclo non differisca di più del 10% dall’energia dissipata nel terzo ciclo di carico della prova sperimentale.
Le massime differenze tra le caratteristiche meccaniche ottenute nelle prove di qualificazione ed i valori di progetto o nelle normali condizioni d’uso devono essere contenute entro limiti riportati in Tab. 11.9.II.
Le variazioni devono essere valutate con riferimento al 3° ciclo di prova.
Tab. 11.9.II
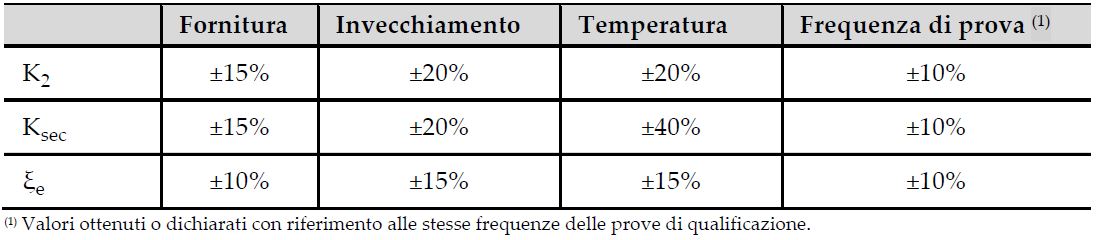
Quando il rapporto d’incrudimento risulta K2/K1 ≤ 0,05, il limite su K2 viene sostituito dal limite sulla variazione di K2/K1 che deve differire meno di 0,01 dal valore di progetto.
11.9.5.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Si applica quanto previsto al § 11.9.4.1 per i dispositivi lineari.
11.9.6. DISPOSITIVI A COMPORTAMENTO VISCOSO
I dispositivi a comportamento viscoso trasmettono, in generale, soltanto azioni orizzontali ed hanno rigidezza trascurabile nei confronti delle azioni verticali. Essi sono caratterizzati da un valore della forza proporzionale a vα, e pertanto non contribuiscono significativamente alla rigidezza del sistema. La relazione forza spostamento di un dispositivo viscoso, per una legge sinusoidale dello spostamento, è riportata in Fig. 11.9.2. La forma del ciclo è ellittica per α=1.
Il loro comportamento è caratterizzato dalla massima forza sviluppata Fmax e dall’energia dissipata Ed in un ciclo, per una prefissata ampiezza e frequenza, ossia dalle costanti C e α.
Per assicurare un comportamento ciclico stabile, le variazioni dell’energia dissipata Ed in una serie di cicli di carico riferiti a stessa velocità e spostamento massimi devono essere limitate nel modo seguente:
![]()
dove il pedice “(3)” si riferisce a quantità determinate nel terzo ciclo di carico ed il pedice “(i)” si riferisce a quantità relative all’iesimo ciclo, escluso il primo (i≥2).
Fig. 11.9.2 – Dispositivi a comportamento viscoso
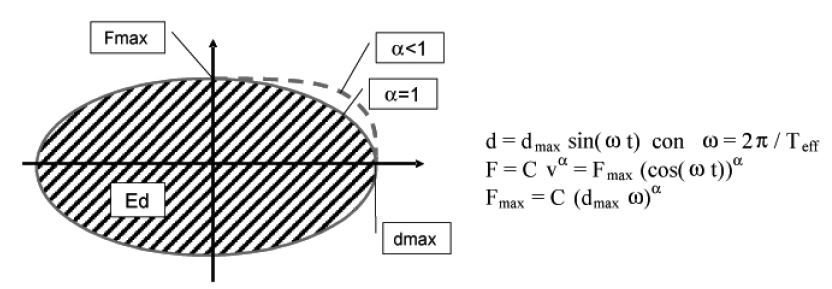
Le massime differenze tra le caratteristiche meccaniche ottenute nelle prove di qualificazione ed i valori di progetto o nelle normali condizioni d’uso devono essere contenute entro limiti riportati in Tab. 11.9.III, tenendo conto dei rapporti di scala tra i dispositivi sottoposti a prove di qualificazione e quelli reali.
Tab. 11.9.III

Per tener conto di possibili valori di velocità superiori a quelli di progetto, la forza massima di progetto del dispositivo va amplificata con un fattore di affidabilità γv dato da
![]()
in cui td è la tolleranza sulla forza di progetto fornita dal fabbricante, comprensiva della variabilità per effetto della temperatura, e α è l’esponente delle legge costitutiva.
Il dispositivo deve possedere due cerniere sferiche alle estremità onde evitare effetti di trafilamento e deterioramento delle guarnizioni, e la capacità rotazionale deve essere valutata tenendo conto dei carichi che interesseranno la struttura nel corso della vita, degli effetti del sisma e dei disallineamenti di montaggio. In ogni caso la rotazione consentita dalle cerniere non deve essere inferiore ai 2 gradi sessagesimali.
I dispositivi devono essere progettati in modo da evitare snervamenti sotto l’applicazione dei carichi di servizio e rotture sotto le condizioni di collasso. Devono essere inoltre in grado di sopportare le accelerazioni laterali risultanti dalle analisi sismiche strutturali allo SLC e, in assenza di tale valutazione, devono resistere ad una forza minima trasversale pari ad almeno due volte il peso proprio del dispositivo. Il progetto e la costruzione del dispositivo devono consentire la manutenzione nel corso della vita utile ed evitare che fenomeni di instabilità interessino gli steli, nelle condizioni di massima estensione ed in riferimento alla configurazione di messa in opera
11.9.6.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Le prove di accettazione devono essere effettuate su almeno il 20% dei dispositivi, comunque non meno di 4 e non più del numero di dispositivi da mettere in opera.
11.9.7. ISOLATORI ELASTOMERICI
Gli isolatori debbono avere pianta con due assi di simmetria ortogonali, così da presentare un comportamento il più possibile indipendente dalla direzione dell’azione orizzontale agente. Ai fini della determinazione degli effetti di azioni perpendicolari agli strati, le loro dimensioni utili debbono essere riferite alle dimensioni delle piastre in acciaio, depurate di eventuali fori, mentre per gli effetti delle azioni parallele alla giacitura degli strati si considererà la sezione intera dello strato di gomma.
Le piastre di acciaio devono essere conformi a quanto previsto nelle norme per gli apparecchi di appoggio, con un allungamento minimo a rottura del 18% e spessore minimo pari a 2 mm per le piastre interne e a 20 mm per le piastre esterne.
Si definiscono due fattori di forma:
S1 fattore di forma primario, rapporto tra la superficie A’ comune al singolo strato di elastomero ed alla singola piastra d’acciaio, depurata degli eventuali fori (se non riempiti successivamente), e la superficie laterale libera L del singolo strato di elastomero, maggiorata della superficie laterale degli eventuali fori (se non riempiti successivamente) ossia S1=A’/L;
S2 fattore di forma secondario, rapporto tra la dimensione in pianta D della singola piastra in acciaio, parallelamente all’azione orizzontale agente, e lo spessore totale te degli strati di elastomero ossia S2 = D/te.
Gli isolatori in materiale elastomerico ed acciaio sono individuati attraverso le loro curve caratteristiche forza -spostamento, generalmente non lineari, tramite i due parametri sintetici: la rigidezza equivalente Ke, il coefficiente di smorzamento viscoso equivalente ξe.
La rigidezza equivalente Ke, relativa ad un ciclo di carico, è definita come rapporto tra la forza F corrispondente allo spostamento massimo d raggiunto in quel ciclo e lo stesso spostamento (Ke = F/d) e si valuta come prodotto del modulo dinamico equivalente a taglio Gdin per A/te.
Il coefficiente di smorzamento viscoso equivalente ξe si definisce come rapporto tra l’energia dissipata in un ciclo completo di carico Ed e 2πFd, ossia ξe = Ed /(2π Fd).
La rigidezza verticale Kv è definita come rapporto tra la forza verticale di progetto Fv e lo spostamento verticale dv (Kv = Fv/dv).
Le massime differenze tra le caratteristiche meccaniche ottenute nelle prove di qualificazione ed i valori di progetto o nelle normali condizioni d’uso devono essere contenute entro limiti riportati in Tab. 11.9.IV.
Le variazioni devono essere valutate con riferimento al 3° ciclo di prova. Le frequenze di prova per valutare le variazioni delle caratteristiche meccaniche sono 0,1Hz e 0,5Hz.
Tab. 11.9.IV

Le variazioni dovute al carico verticale, valutate come differenza tra i valori corrispondenti al carico verticale massimo ed a quello minimo, non dovranno superare il 15% del valore di progetto.
11.9.7.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Le prove di accettazione devono essere effettuate su almeno il 20% dei dispositivi, e comunque non meno di 4 e non più del numero di dispositivi da mettere in opera.
11.9.8. ISOLATORI A SCORRIMENTO
Gli isolatori a scorrimento devono essere in grado di sopportare, sotto spostamento massimo impresso pari a d2 , almeno 5 cicli di carico e scarico. I cicli si riterranno favorevolmente sopportati se il coefficiente d’attrito (f), nei cicli successivi al primo, non varierà di più del 25% rispetto alle caratteristiche riscontrate durante il terzo ciclo, ossia
![]()
avendo contrassegnato con il pedice “(i)” le caratteristiche valutate all’i-esimo ciclo e con il pedice “(3)” le caratteristiche valutate al terzo ciclo. Detto ddc lo spostamento massimo di progetto del centro di rigidezza del sistema d’isolamento, corrispondente allo SLC, qualora l’incremento della forza nel sistema di isolamento per spostamenti tra 0,5 ddc e ddc sia inferiore all’ 1,25% del peso totale della sovrastruttura, gli isolatori a scorrimento debbono essere in grado di garantire la loro funzione di appoggio fino a spostamenti pari ad 1,25 d2.
11.9.8.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Le prove di accettazione, devono essere effettuate su almeno il 20% dei dispositivi, comunque non meno di 4 e non più del numero di dispositivi da mettere in opera.
Qualora gli isolatori fossero dotati di elementi o meccanismi supplementari atti a migliorarne le prestazioni sismiche, su almeno un dispositivo completo di tali parti supplementari verrà anche condotta una prova “quasi statica”, imponendo almeno 5 cicli completi di deformazioni alternate, con ampiezza massima pari a ± d2. Il dispositivo non potrà essere utilizzato nella costruzione, a meno che il suo perfetto funzionamento non sia ripristinabile con la sostituzione degli elementi base.
11.9.9. DISPOSITIVI A VINCOLO RIGIDO DEL TIPO A “FUSIBILE”
I dispositivi a fusibile sono classificabili in due categorie: di tipo meccanico, quando lo svincolo è determinato dal rilascio di fermi sacrificali, o di tipo idraulico, quando lo svincolo è governato dall'apertura di una valvola di sovrappressione.
11.9.9.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Le prove di accettazione sui dispositivi saranno effettuate con le modalità di seguito indicate, e si riterranno superate se i risultati ottenuti non differiranno da quelli delle prove di qualificazione di oltre il ±10%.
- misura della geometria esterna, con tolleranza di ±10% sugli spessori e ±5% sulle lunghezze, per i componenti determinanti ai fini del comportamento.
- Valutazione della capacità di sostenere almeno 3 cicli monotonici con carico massimo impresso pari al valore di progetto di servizio, con una tolleranza del +10%, in assenza di snervamenti o rotture.
- Valutazione della forza di rilascio, sottoponendo il campione ad un carico monotonico sino al raggiungimento della rottura del fusibile (forza di rilascio). La tolleranza, rispetto al valore di progetto, deve essere definita dal progettista e, in assenza di tale valutazione, è pari a ±15%.
Le prove di accettazione devono essere effettuate su almeno il 20% dei dispositivi, comunque non meno di 4 e non più del numero di dispositivi da mettere in opera. Il dispositivo non potrà essere utilizzato nella costruzione, a meno che il suo perfetto funzionamento non sia ripristinabile con la sostituzione degli elementi base.
11.9.10. DISPOSITIVI (DINAMICI) DI VINCOLO PROVVISORIO
La corsa disponibile deve essere funzione dello spostamento di progetto non sismico, derivante da azioni lente, quali effetti termici, ritiro, viscosità e da qualsiasi altro spostamento relativo che può interessare le parti che il dispositivo connette, incluso lo spostamento dovuto alla comprimibilità del fluido in presenza di azione sismica. In ogni caso, la corsa non deve essere minore di ±50 mm per i ponti e ±25 mm per gli edifici.
Il dispositivo deve possedere due cerniere sferiche alle estremità onde evitare effetti di trafilamento e deterioramento delle guarnizioni, e la capacità rotazionale deve essere valutata tenendo conto dei carichi che interesseranno la struttura nel corso della vita, degli effetti del sisma e dei disallineamenti di montaggio. In ogni caso la rotazione consentita dalle cerniere non deve essere inferiore ai 2 gradi.
I dispositivi devono essere progettati in modo da evitare snervamenti sotto l’applicazione dei carichi di servizio e rotture sotto le condizioni di collasso. Devono essere inoltre in grado di sopportare le accelerazioni laterali risultanti dalle analisi sismiche strutturali allo SLC e, in assenza di tale valutazione, devono resistere ad una forza minima pari ad almeno due volte il peso proprio del dispositivo. Il progetto e la costruzione del dispositivo devono consentire la manutenzione nel corso della vita utile ed evitare che fenomeni di instabilità interessino gli steli, nelle condizioni di massima estensione ed in riferimento alla configurazione di messa in opera.
Il fattore di sicurezza nei confronti delle sovrapressioni, rispetto alle condizioni di progetto sismico allo SLC, deve essere pari ad 1,5, salvo che per i dispositivi dotati di sistema di protezione dal sovraccarico incorporato, per i quali il sistema deve attivarsi per una forza minore del 110% della forza di progetto ed il fattore di sicurezza deve essere assunto almeno pari ad 1,1.
La velocità di attivazione dei dispositivi, tipicamente, è compresa tra 0,5 mm/s e 5 mm/s, valori decisamente maggiori di 0,01 mm/s.
11.9.10.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
Le prove di accettazione devono essere effettuate su almeno il 20% dei dispositivi, comunque non meno di 4 e non più del numero di dispositivi da mettere in opera. Il dispositivo potrà essere utilizzato nella costruzione, salvo verifica della sua perfetta integrità al termine delle prove.
Per le prove di accettazione per le quali non ci si avvalga delle prove di controllo di produzione in fabbrica, la prova di “sovrappressione” è effettuata secondo la valutazione del comportamento rispetto ad un sovraccarico, accertando che il dispositivo attivi il meccanismo di protezione dalle sovrapressioni per una forza minore ad 1,5 volte quella di progetto, se dotato di meccanismo di protezione interno, o che non subisca né perdite di fluido né alcun danno al sistema, se ne è sprovvisto, sotto l’applicazione della storia di carico seguente:
a) Raggiungimento del carico di progetto in meno di 0,5 secondi e mantenimento costante dello stesso per un tempo stabilito dal progettista e, comunque, per almeno 5 secondi;
b) Inversione del carico in meno di 1 secondo e mantenimento costante dello stesso per un tempo stabilito dal progettista e, comunque, per almeno 5 secondi.
11.10. MURATURA PORTANTE
11.10.1. ELEMENTI PER MURATURA
Gli elementi per muratura portante devono essere conformi alla pertinente norma europea armonizzata della serie UNI EN 771 e, secondo quanto specificato al punto A del § 11.1, recare la Marcatura CE, secondo il sistema valutazione e verifica della costanza della prestazione indicato nella seguente tabella.
Tab. 11.10.I
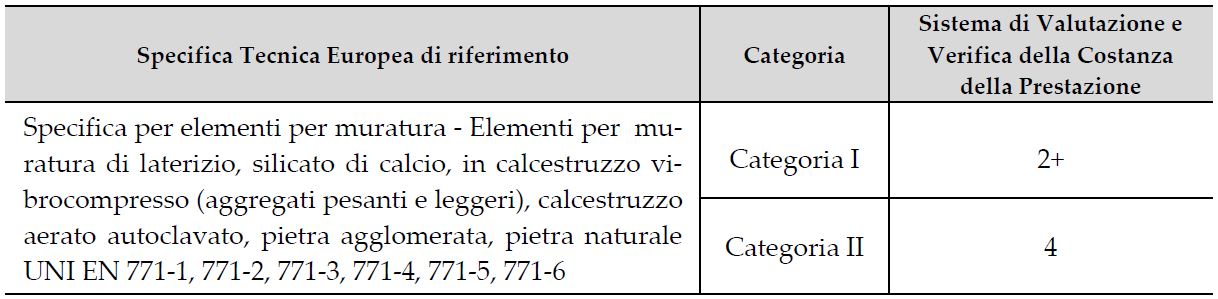
Come più precisamente specificato nelle norme europee armonizzate della serie UNI EN 771, gli elementi di categoria I hanno una resistenza alla compressione dichiarata, determinata tramite il valore medio o il valore caratteristico, e una probabilità di insuccesso nel raggiungerla non maggiore del 5%. Gli elementi di categoria II non soddisfano questo requisito.
L’uso di elementi per muratura portante di Categoria I e II è subordinato all’adozione, nella valutazione della resistenza di progetto, del corrispondente coefficiente di sicurezza γM riportato nel relativo paragrafo 4.5.6.
11.10.1.1 PROVE DI ACCETTAZIONE
Oltre a quanto previsto al punto A del §11.1, il Direttore dei Lavori è tenuto a far eseguire ulteriori prove di accettazione sugli elementi per muratura portante pervenuti in cantiere secondo le metodologie di prova indicate nelle citate nome europee armonizzate.
Le prove di accettazione su materiali di cui al presente paragrafo sono obbligatorie per i soli elementi che costituiscono muratura portante e devono essere eseguite e certificate presso un laboratorio di cui all’art. 59 del DPR n. 380/2001.
Il laboratorio incaricato di effettuare le prove provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
11.10.1.1.1 Resistenza a compressione degli elementi resistenti artificiali o naturali
Il controllo di accettazione in cantiere ha lo scopo di accertare se gli elementi da mettere in opera abbiano le caratteristiche dichiarate dal fabbricante.
Nel caso in cui il fabbricante abbia dichiarato la resistenza media, il controllo sarà effettuato su almeno un campione per ogni 350 m³ di fornitura per elementi di Categoria II, e per ogni 650 m³ per elementi di Categoria I. Ogni campione sarà costituito da n elementi (n≥6) da sottoporre a prova di compressione. Per ogni campione siano f1, f2, … fn le resistenze a compressione degli elementi con f1 < f2 < … < fn; il controllo sul campione si considera positivo se risultino verificate entrambe le disuguaglianze:
![]()
![]()
dove fbm è la resistenza media a compressione dichiarata dal fabbricante.
Nel caso in cui il fabbricante non abbia dichiarato la resistenza media ma abbia dichiarato la sola resistenza caratteristica, il controllo di accettazione in cantiere sarà effettuato su almeno un campione per ogni 350 m³ di fornitura per elementi di Categoria II, innalzabili a 650 m³ per elementi di Categoria I. Per ogni campione, siano f1, f2, …f6 la resistenza a compressione dei sei elementi con f1 < f2 < … f6, il controllo si considera effettuato con esito positivo se risulta verificata la seguente disuguaglianza: f1≥ fbk, dove fbk è la resistenza caratteristica a compressione dichiarata dal fabbricante.
Al Direttore dei Lavori spetta comunque l'obbligo di curare, mediante sigle, etichettature indelebili, ecc., che i campioni inviati per le prove ai laboratori siano effettivamente quelli prelevati in cantiere con indicazioni precise sulla fornitura e sulla posizione che nella muratura occupa la fornitura medesima.
Le modalità di prova sono riportate nella UNI EN 772-1:2015.
11.10.2. MALTE PER MURATURA
Le prestazioni meccaniche di una malta sono definite mediante la sua resistenza media a compressione fm.
La classe di una malta è definita da una sigla costituita dalla lettera M seguita da un numero che indica la resistenza fm espressa in N/mm² secondo la Tab. 11.10.II. Per l’impiego in muratura portante non sono ammesse malte con resistenza fm < 2,5 N/mm².
Per garantire la durabilità è necessario che i componenti la miscela rispondano ai requisiti contenuti nelle norme UNI EN 1008:2003 (acqua di impasto), nelle norme europee armonizzate UNI EN 13139 (aggregati per malta) e UNI EN 13055 (aggregati leggeri).
Le malte possono essere prodotte in fabbrica oppure prodotte in cantiere mediante la miscelazione di sabbia, acqua ed altri componenti leganti.
Le malte per muratura prodotte in fabbrica devono essere specificate o come malte a prestazione garantita oppure come malte a composizione prescritta.
La composizione delle malte per muratura prodotte in cantiere deve essere definita dalle specifiche del progetto.
11.10.2.1 MALTE A PRESTAZIONE GARANTITA
La malta a prestazione garantita deve essere specificata per mezzo della classe di resistenza a compressione con riferimento alla classificazione riportata nella tabella 11.10.II.
Tab. 11.10.II - Classi di malte a prestazione garantita

Le modalità per la determinazione della resistenza a compressione delle malte sono riportate nella UNI EN 1015-11:2007.
La malta per muratura portante deve garantire prestazioni adeguate al suo impiego in termini di durabilità e di prestazioni meccaniche e deve essere conforme alla norma europea armonizzata UNI EN 998-2 e, secondo quanto specificato al punto A del § 11.1, recare la Marcatura CE, secondo il sistema di Valutazione e Verifica della Costanza della Prestazione indicato nella seguente Tab. 11.10.III.
Tab. 11.10.III

11.10.2.2 MALTE A COMPOSIZIONE PRESCRITTA
Per le malte a composizione prescritta le proporzioni di composizione in volume o in massa di tutti i costituenti devono essere dichiarate dal fabbricante.
La resistenza meccanica dovrà essere verificata mediante prove sperimentali svolte in accordo con le UNI EN 1015-11:2007.
Le malte a composizione prescritta devono inoltre rispettare le indicazioni riportate nella norma europea armonizzata UNI EN 998-2 secondo il sistema di valutazione e verifica della costanza della prestazione indicato nella tabella 11.10.IV.
Tab. 11.10.IV

Per le composizioni in volume descritte nella tabella 11.10.V è possibile associare la classe di resistenza specificata.
Tab. 11.10.V - Corrispondenza tra classi di resistenza e composizione in volume delle malte
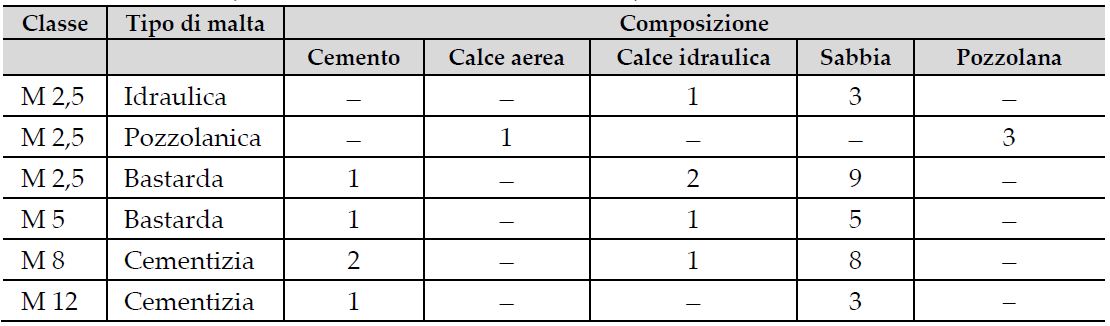
11.10.2.3 MALTE PRODOTTE IN CANTIERE
Nel caso di malte prodotte in cantiere, le miscele andranno calibrate in funzione delle specifiche di progetto. Le malte devono garantire prestazioni adeguate al loro impiego in termini di durabilità e di prestazioni meccaniche.
11.10.2.4 PROVE DI ACCETTAZIONE
Le prove di accettazione sulle malte ad uso strutturale mirano a verificare che la resistenza della malta rispetti i valori di progetto assunti e specificati dal progettista.
Il laboratorio incaricato di effettuare le prove provvede all’accettazione dei campioni accompagnati dalla lettera di richiesta sottoscritta dal direttore dei lavori. Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il prelievo potrà anche essere eseguito dallo stesso laboratorio incaricato della esecuzione delle prove. I laboratori devono conservare i campioni sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità.
Il Direttore dei Lavori deve far eseguire prove di accettazione sulle malte, secondo quanto di seguito indicato.
Il controllo di accettazione va eseguito su miscele omogenee e prevede il campionamento di almeno 3 provini prismatici 40 x 40 x 160 mm ogni 350 m³ di muratura realizzata con la stessa miscela nel caso di malte a composizione prescritta o prodotte in cantiere, oppure ogni 700 m³ di muratura realizzata con la stessa miscela nel caso di malte a prestazione garantita, da sottoporre a flessione, e quindi a compressione sulle 6 metà risultanti, secondo quanto indicato nella norma UNI EN 1015-11:2007. Il valore medio delle resistenze a compressione misurate deve risultare maggiore o uguale del valore di progetto.
11.10.3. DETERMINAZIONE DEI PARAMETRI MECCANICI DELLA MURATURA
11.10.3.1 RESISTENZA A COMPRESSIONE
11.10.3.1.1 Determinazione sperimentale della resistenza a compressione
La resistenza caratteristica sperimentale a compressione si determina su n muretti (n ≥ 6), secondo la procedura descritta nella norma UNI EN 1052-1:2001.
La determinazione della resistenza caratteristica deve essere completata con la verifica dei materiali, da condursi come segue:
– malta: n. 3 provini prismatici 40 x 40 x 160 mm da sottoporre a flessione, e quindi a compressione sulle 6 metà risultanti, secondo la norma UNI EN 1015-11:2007;
– elementi resistenti: n. 10 elementi da sottoporre a compressione con direzione del carico normale al letto di posa, secondo la norma europea armonizzata UNI EN 772-1.
11.10.3.1.2 Stima della resistenza a compressione
In sede di progetto, per le murature formate da elementi artificiali pieni o semipieni il valore della resistenza caratteristica a compressione della muratura fk può essere dedotto dalla resistenza caratteristica a compressione degli elementi e dalla classe di appartenenza della malta tramite la Tab. 11.10.VI. Ai fini dell’uso di tale tabella, nel caso la resistenza a compressione degli elementi sia dichiarata mediante il suo valore medio fbm, in assenza di una determinazione sperimentale diretta, la resistenza caratteristica dell’elemento fbk può essere stimata mediante la relazione fbk= 0,8 fbm. La validità della tabella è limitata a quelle murature aventi giunti orizzontali e verticali riempiti di malta e di spessore compreso tra 5 e 15 mm. Per valori non contemplati in tabella è ammessa l’interpolazione lineare; in nessun caso sono ammesse estrapolazioni.
Tab. 11.10.VI - Valori di fk per murature in elementi artificiali pieni e semipieni (valori in N/mm² )
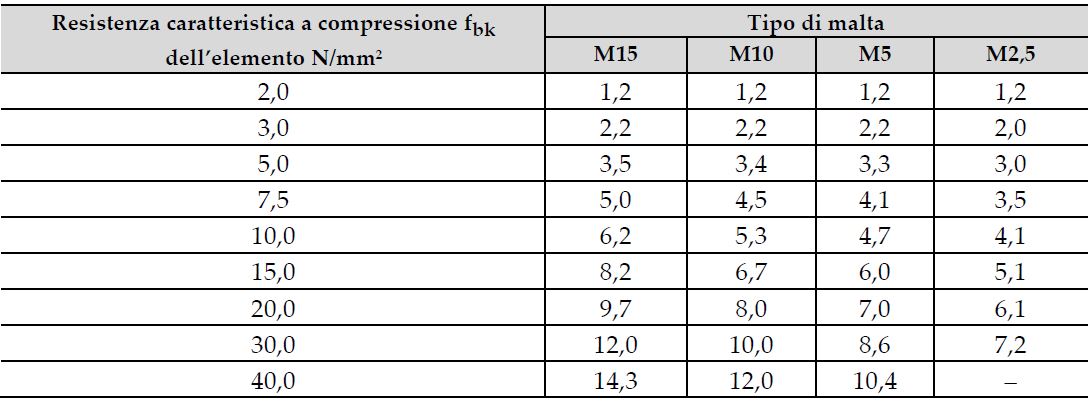
Nel caso di murature costituite da elementi naturali si assume convenzionalmente la resistenza caratteristica a compressione dell’elemento fbk pari a:
![]()
dove fbm rappresenta la resistenza media a compressione degli elementi in pietra squadrata.
Il valore della resistenza caratteristica a compressione della muratura fk può essere dedotto dalla resistenza caratteristica a compressione degli elementi fbk e dalla classe di appartenenza della malta tramite la seguente Tab. 11.10.VII.
Tab. 11.10.VII - Valori di fk per murature in elementi naturali di pietra squadrata (valori in N/mm²)
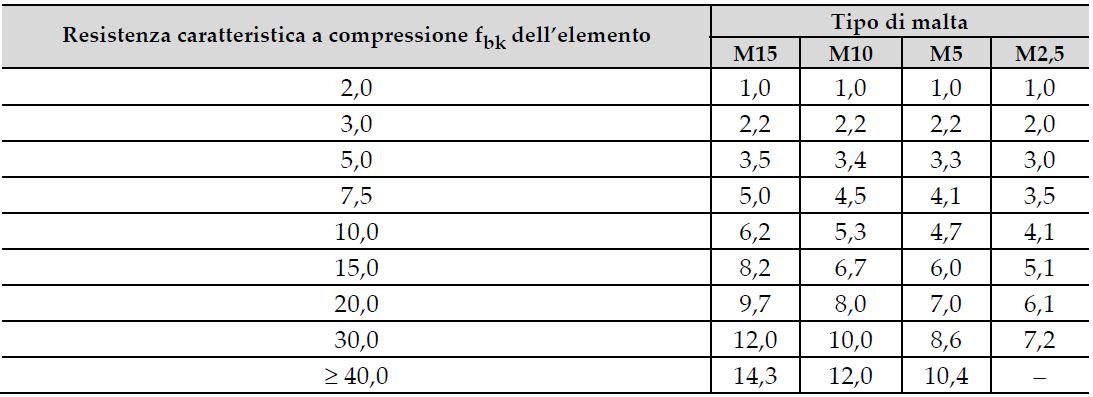
Anche in questo caso, per valori non contemplati in tabella è ammessa l’interpolazione lineare; in nessun caso sono ammesse estrapolazioni.
In alternativa alla determinazione sperimentale della resistenza a compressione, per la stima della resistenza caratteristica a compressione della muratura in elementi artificiali e naturali, è anche possibile fare riferimento a quanto riportato al § 3.6 della norma UNI EN 1996-1-1:2013, integrata dalla relativa Appendice Nazionale. Per la determinazione della resistenza normalizzata del blocco fb a cui queste norme si riferiscono, qualora essa non sia dichiarata dal fabbricante, si utilizzano i fattori di conversione della resistenza alla compressione media del blocco contenuti nella appendice A della UNI EN 772-1.
11.10.3.2 RESISTENZA CARATTERISTICA A TAGLIO IN ASSENZA DI TENSIONI NORMALI
11.10.3.2.1 Determinazione sperimentale della resistenza a taglio
La resistenza caratteristica sperimentale a taglio si determina su n campioni (n ≥ 6), seguendo sia, per la confezione che per la prova, le modalità indicate nella norma UNI EN 1052-3:2007 e, per quanto applicabile, UNI EN 1052-4:2001. In alternativa, la resistenza caratteristica a taglio può essere valutata con prove di compressione diagonale su n campioni di muratura (n ≥ 6) seguendo, sia per la confezione che per la prova, le modalità indicate in normative di comprovata validità.
11.10.3.2.2 Stima della resistenza a taglio
In sede di progetto, per le murature formate da elementi artificiali oppure in pietra naturale squadrata, il valore di fvk0 , in alternativa alla determinazione sperimentale, può essere dedotto dalla Tab. 11.10.VIII. Per valori non contemplati in tabella è ammessa l’interpolazione lineare; in nessun caso sono ammesse estrapolazioni. Per caratteristiche dei materiali (resistenza della malta o resistenza dei blocchi) diverse da quelle contemplate in tabella, è necessario ricorrere alla determinazione sperimentale.
Tab. 11.10.VIII - Resistenza caratteristica a taglio in assenza di tensioni normali fvk0 (valori in N/mm²)
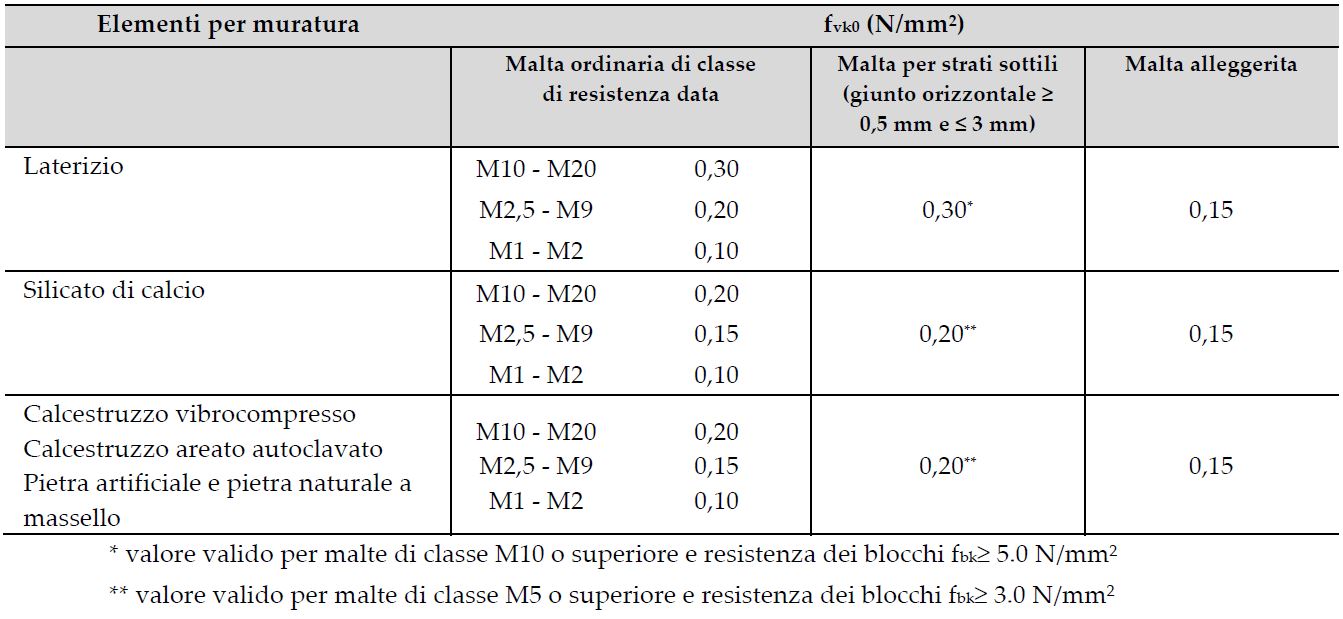
I valori in tabella possono essere direttamente utilizzati nel caso di giunti orizzontali e verticali riempiti di malta. Nel caso di giunti orizzontali riempiti di malta e giunti verticali non riempiti, ma con le facce adiacenti degli elementi di muratura poste in contatto l’una con l’altra, i valori della tabella vanno dimezzati. Per la stima della resistenza a taglio della muratura con letto di malta interrotto, nella quale gli elementi di muratura sono disposti su due o più strisce uguali di malta ordinaria riempiti, i valori di fvk0 relativi al letto pieno vanno opportunamente ridotti secondo quanto indicato nella norma UNI EN 1996-1-1 integrata dalla relativa Appendice Nazionale.
11.10.3.3 RESISTENZA CARATTERISTICA A TAGLIO
In presenza di tensioni di compressione, la resistenza caratteristica a taglio della muratura, fvk, è definita come resistenza all’effetto combinato delle forze orizzontali e dei carichi verticali agenti nel piano del muro e può essere ricavata tramite la relazione
![]()
dove:
fvk0 è la resistenza caratteristica a taglio in assenza di carichi verticali;
σn è la tensione normale media dovuta ai carichi verticali agenti nella sezione di verifica.
Deve risultare inoltre soddisfatta la relazione
![]()
con:
fvk,lim valore massimo della resistenza caratteristica a taglio che può essere impiegata nel calcolo;
Il valore massimo della resistenza caratteristica a taglio si pone pari a:
![]()
ad eccezione degli elementi pieni in calcestruzzo aerato autoclavato e di tutti gli elementi caratterizzati da una resistenza a trazione (misurata in direzione orizzontale parallelamente al piano di posa) maggiore o uguale a 0,2 fb , per i quali si pone:
![]()
dove fb è la resistenza normalizzata a compressione verticale dei blocchi valutata secondo le norme armonizzate della serie UNI EN 771. I valori di fvk,lim sopra riportati sono relativi a muratura con giunti verticali riempiti di malta. Nel caso di giunti orizzontali riempiti di malta e giunti verticali non riempiti, ma con le facce adiacenti degli elementi di muratura poste in contatto l’una dell’altra, si adotta fvk,lim = 0,045 fb.
11.10.3.4 MODULI DI ELASTICITÀ SECANTI
Il modulo di elasticità normale secante della muratura è valutato sperimentalmente su n muretti (n ≥ 6), seguendo sia per la confezione che per la prova le modalità indicate nella norma UNI EN 1052-1:2001.
In sede di progetto, in mancanza di determinazione sperimentale, nei calcoli possono essere assunti i seguenti valori:
– modulo di elasticità normale secante
![]()
– modulo di elasticità tangenziale secante
![]()