INDICE
C11.2. CALCESTRUZZO
C11.2.1. SPECIFICHE PER IL CALCESTRUZZO
C11.2.2. CONTROLLI DI QUALITÀ DEL CALCESTRUZZO
C11.2.3. VALUTAZIONE PRELIMINARE
C11.2.4. PRELIEVO E PROVA DEI CAMPIONI
C11.2.5. CONTROLLO DI ACCETTAZIONE
C11.2.5.1 CONTROLLO DI TIPO A
C11.2.5.2 CONTROLLO DI TIPO B
C11.2.5.3 PRESCRIZIONI COMUNI PER ENTRAMBI I CRITERI DI CONTROLLO
C11.2.6. CONTROLLO DELLA RESISTENZA DEL CALCESTRUZZO IN OPERA
C11.2.7. PROVE COMPLEMENTARI
C11.2.8. PRESCRIZIONI RELATIVE AL CALCESTRUZZO CONFEZIONATO CON PROCESSO INDUSTRIALIZZATO
C11.2.12. CALCESTRUZZO FIBRORINFORZATO (FRC)
C11.3. ACCIAIO
C11.3.1. PRESCRIZIONI COMUNI A TUTTE LE TIPOLOGIE DI ACCIAIO
C11.3.1.1 CONTROLLI
C11.3.1.2 CONTROLLI DI PRODUZIONE IN STABILIMENTO E PROCEDURE DI QUALIFICAZIONE
C11.3.1.3 MANTENIMENTO E RINNOVO DELLA QUALIFICAZIONE
C11.3.1.5 FORNITURE E DOCUMENTAZIONE DI ACCOMPAGNAMENTO
C11.3.1.7 CENTRI DI TRASFORMAZIONE
C11.3.2. ACCIAIO PER CEMENTO ARMATO
C11.3.2.1 ACCIAIO PER CEMENTO ARMATO B450C
C11.3.2.2 ACCIAIO PER CEMENTO ARMATO B450A
C11.3.2.3 ACCERTAMENTO DELLE PROPRIETÀ MECCANICHE
C11.3.2.4 CARATTERISTICHE DIMENSIONALI E DI IMPIEGO
C11.3.2.5 RETI E TRALICCI ELETTROSALDATI
C11.3.2.8 ALTRI TIPI DI ACCIAI
C11.3.2.8.2 Acciai zincati
C11.3.2.10 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO NORMALE – BARRE E ROTOLI
C11.3.2.10.3 Controlli nei centri di trasformazione
C11.3.2.10.4 Prove di aderenza
C11.3.2.12 CONTROLLI DI ACCETTAZIONE IN CANTIERE
C11.3.3. ACCIAIO PER CALCESTRUZZO ARMATO PRECOMPRESSO
C11.3.3.5 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO PRECOMPRESSO
C11.3.3.5.2.1 Prove di qualificazione
C11.3.3.5.6 Prodotti zincati.
C11.3.4. ACCIAIO PER STRUTTURE METALLICHE E PER STRUTTURE COMPOSTE
C11.3.4.1 GENERALITÀ
C11.3.4.5 PROCESSO DI SALDATURA
C11.3.4.6 BULLONI E CHIODI
C11.3.4.10 CENTRI DI TRASFORMAZIONE E CENTRI DI PRODUZIONE DI ELEMENTI SERIALI IN ACCIAIO
C11.3.4.11 PROCEDURE DI CONTROLLO SU ACCIAI DA CARPENTERIA
C11.3.4.11.2 Controlli nei centri di trasformazione e nei centri di produzione di elementi tipologici in acciaio
C11.3.4.11.2.1 Centri di produzione di lamiere grecate e profilati formati a freddo
C11.3.4.11.3 Controlli di accettazione in cantiere
C11.4. ANCORANTI PER USO STRUTTURALE E GIUNTI DI DILATAZIONE
C11.5. SISTEMI DI PRECOMPRESSIONE A CAVI POST-TESI E TIRANTI DI ANCORAGGIO
C11.5.1. SISTEMI DI PRECOMPRESSIONE A CAVI POST TESI
C11.7. MATERIALI E PRODOTTI A BASE DI LEGNO
C11.7.1 GENERALITÀ
C11.7.2 LEGNO MASSICCIO
CC11.7.2.1 LEGNO MASSICCIO CON SEZIONE RETTANGOLARE
CC11.7.2.2 LEGNO MASSICCIO CON SEZIONI IRREGOLARI
C11.7.3 LEGNO STRUTTURALE CON GIUNTI A DITA
C11.7.4. LEGNO LAMELLARE INCOLLATO E LEGNO MASSICCIO INCOLLATO
C11.7.5 PANNELLI A BASE DI LEGNO
C11.7.8 ELEMENTI MECCANICI DI COLLEGAMENTO
C11.7.10 PROCEDURE DI IDENTIFICAZIONE, QUALIFICAZIONE E ACCETTAZIONE
C11.7.10.1 DISPOSIZIONI GENERALI
C11.7.10.1.1 Identificazione e rintracciabilità dei prodotti qualificati
C11.7.10.2 CONTROLLO DI ACCETTAZIONE IN CANTIERE
C11.8. COMPONENTI PREFABBRICATI IN C.A. E C.A.P.
C11.8.1. GENERALITÀ
C11.8.3. CONTROLLO DI PRODUZIONE
C11.8.4. PROCEDURE DI QUALIFICAZIONE
C11.8.4.2 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE DICHIARATA
C11.8.4.3 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE CONTROLLATA
C11.8.5. DOCUMENTI DI ACCOMPAGNAMENTO
C11.8.6. DISPOSITIVI MECCANICI DI COLLEGAMENTO
C11.9. DISPOSITIVI ANTISISMICI E DI CONTROLLO DELLE VIBRAZIONI
C11.9.1. TIPOLOGIE DI DISPOSITIVI
C11.9.3. PROCEDURA DI ACCETTAZIONE
C11.9.4. DISPOSITIVI A COMPORTAMENTO LINEARE
C11.9.5. DISPOSITIVI A COMPORTAMENTO NON LINEARE
C11.9.6. DISPOSITIVI A COMPORTAMENTO VISCOSO
C11.9.7. ISOLATORI ELASTOMERICI
C11.9.7.1 PROVE DI ACCETTAZIONE SUI DISPOSITIVI
C11.10. MURATURA PORTANTE
C11.10.1. ELEMENTI PER MURATURA
C11.10.1.1 PROVE DI ACCETTAZIONE
C11.10.1.1.1 Resistenza a compressione degli elementi resistenti artificiali o naturali
CC11.10.1.1.1.1 Resistenza caratteristica a compressione degli elementi nella direzione dei carichi verticali
CC11.10.1.1.1.2 Resistenza caratteristica a compressione degli elementi nella direzione ortogonale a quella dei carichi verticali e nel piano della muratura
C11.10.2. MALTE PER MURATURA
C11.10.2.4 PROVE DI ACCETTAZIONE
C11.10.3. DETERMINAZIONE DEI PARAMETRI MECCANICI DELLA MURATURA
C11.10.3.2 RESISTENZA CARATTERISTICA A TAGLIO IN ASSENZA DI TENSIONI NORMALI
C11.10.3.2.1 Determinazione sperimentale della resistenza a taglio
Il Capitolo 11 delle NTC tratta le procedure di identificazione, di qualificazione e di accettazione in cantiere dei materiali e prodotti per uso strutturale, con una formulazione finalizzata, fra l’altro, a definire con chiarezza i compiti assegnati ai vari soggetti coinvolti (progettista, fabbricante o produttore, direttore dei lavori, appaltatore, collaudatore, etc.).
Ciò consente la chiara identificazione da parte del fabbricante dei materiali e prodotti e delle relative caratteristiche tecniche e prestazionali nonché la qualificazione dei prodotti stessi mediante le specifiche procedure indicate al § 11.1 delle NTC (casi A, B e C). A seguito di tali procedure, i progettisti e gli utilizzatori dei prodotti potranno valutare l’idoneità del prodotto qualificato allo specifico uso richiesto per una determinata opera ed i soggetti preposti alla vigilanza ed al controllo potranno verificare la conformità del prodotto stesso a quanto indicato nelle NTC o negli elaborati progettuali.
Al riguardo si evidenzia quanto segue:
1. Le suddette NTC disciplinano in particolare le procedure di qualificazione dei materiali e prodotti per uso strutturale da parte del fabbricante in fase di produzione, affinché tali materiali e prodotti possano essere utilizzati nelle successive fasi di progettazione, posa/installazione, collaudo e manutenzione delle opere ed in particolare degli elementi strutturali che prioritariamente assicurano e/o contribuiscono alla sicurezza strutturale delle opere stesse. Ciò assume particolare rilievo anche allo scopo di meglio definire e distinguere le responsabilità che sono proprie delle diverse figure professionali direttamente operanti nell’ambito della norma.
2. Il termine “prodotto” (come definito nel Regolamento UE 305/2011, nel seguito CPR- Construction Products Regulation) ha un significato estensivo che spazia dal materiale al sistema e che configura come “prodotto da costruzione” qualsiasi prodotto fabbricato e immesso sul mercato al fine di essere permanentemente incorporato in un’opera o in una sua parte.
3. Si intendono, per “materiali e prodotti per uso strutturale”, Articolo 2, comma 1, lett. l), del D.Lgs. 106/2017, “i materiali e prodotti che prioritariamente assicurano o contribuiscono alla sicurezza strutturale ovvero geotecnica delle opere stesse e che consentono ad un'opera ove questi sono incorporati permanentemente di soddisfare in maniera prioritaria il requisito di base delle opere n.1 «Resistenza meccanica e stabilità», di cui all'Allegato I del regolamento (UE)n. 305/2011”; tali materiali e prodotti strutturali consentono quindi di soddisfare i requisiti previsti in termini di rispetto degli stati limite, ultimi e di esercizio, nonché di durabilità e robustezza, previsti negli altri Capitoli delle NTC, ivi compresi gli aspetti geotecnici.
In sintesi, dunque, la caratteristica che consente di identificare “materiali e prodotti per uso strutturale” è la “destinazione d’uso”, che si intende prioritariamente strutturale.
C11.1. GENERALITÀ
Per quanto riguarda le modalità di qualificazione ed identificazione, da parte del fabbricante, prima dell’immissione sul mercato e quindi dell’impiego, dei materiali e prodotti, viene opportunamente specificato quali siano i possibili casi di riferimento:
A) materiali e prodotti per uso strutturale per i quali sia disponibile una norma europea armonizzata;
B) materiali e prodotti per uso strutturale per i quali sia prevista la qualificazione con le modalità e le procedure indicate nelle presenti norme;
C) materiali e prodotti per uso strutturale non ricadenti in uno dei due casi indicati con le lettere A) e B) o comunque non citati nel presente Capitolo, per i quali il produttore potrà pervenire alla Marcatura CE, valida su tutto il territorio dello spazio economico europeo, sulla base di una pertinente Valutazione Tecnica Europea (ETA), ovvero, in alternativa, dovrà essere in possesso di un Certificato di Valutazione Tecnica, valido esclusivamente sul territorio nazionale, rilasciato dal Servizio Tecnico Centrale sulla base di Linee Guida approvate dal Consiglio Superiore dei Lavori Pubblici, ove disponibili.
Tale ultima indicazione chiarisce che è possibile pervenire al rilascio di un Certificato di Valutazione Tecnica anche in assenza di Linee guida già predisposte, purché sulla base di documenti tecnici di comprovata validità scientifica e di procedure tecnico amministrative già elaborate dal Servizio Tecnico Centrale o dal Consiglio Superiore dei Lavori Pubblici e comunque tali da assicurare livelli di sicurezza non inferiori a quelli previsti dalle NTC per altri prodotti o materiali.
Circa i concetti sopraesposti, si riportano, di seguito, alcuni chiarimenti riguardo ai termini utilizzati.
«Fabbricante» - (articolo 2, n.19, del CPR) È colui che immette uno specifico prodotto da costruzione sul mercato, per un determinato uso, assumendosene le relative responsabilità riguardo alle prestazioni dichiarate ed alla conformità ai requisiti applicabili stabiliti nel CPR e nelle NTC.
«Norma europea armonizzata»o “Norma armonizzata” - (articolo 2, n.11, del CPR) Costituisce il documento di cui all’art. 17 del CPR
ed è predisposta da uno degli organismi europei di normalizzazione di cui all’allegato I della direttiva 98/34/CE (nel settore delle costruzioni si tratta essenzialmente del CEN). Gli estremi di ciascuna norma armonizzata, una volta approvata, sono pubblicati sulla Gazzetta Ufficiale dell’Unione Europea (nel seguito GUUE) a cura della Commissione, con indicazione del periodo di coesistenza nel quale l’applicazione della norma stessa non è obbligatoria. Al termine di tale periodo possono essere immessi sul mercato soltanto i prodotti da costruzione valutati in base alla norma armonizzata di riferimento e le pertinenti norme nazionali sono ritirate. La pubblicazione dei testi delle norme europee armonizzate è compito dei singoli Organismi nazionali di normazione (per l’Italia l’UNI) che ne predispongono generalmente una versione nella propria lingua. Può accadere che la datazione della versione nazionale di una norma europea armonizzata non coincida con quella originaria. Ciascuna norma armonizzata, predisposta sulla base di uno specifico Mandato della Commissione Europea, in applicazione del CPR, contiene un “Allegato ZA” che identifica i paragrafi della norma che appartengono alla parte “armonizzata” della norma stessa e che quindi diventano cogenti ai sensi del CPR e da applicarsi, quindi, nella procedura di marcatura CE.
«Marcatura CE» - Attualmente, ai sensi del CPR, la Marcatura CE indica fondamentalmente che un prodotto da costruzione risponde alle pertinenti Norme armonizzate, oppure è conforme ad una Valutazione Tecnica Europea (in inglese ETA - European Technical Assessment), rilasciata ai sensi della procedura di cui al Capo IV ed all’Allegato II del CPR. Le indicazioni in merito alla Marcatura CE (etichetta e documenti di accompagnamento), sono esplicitamente comprese in ogni Allegato ZA di una norma armonizzata di prodotto. Tali informazioni devono essere riportate, in relazione alle effettive possibilità, prioritariamente sul prodotto stesso, altrimenti su un’etichetta ad esso applicata, ovvero sul suo imballo, oppure far parte dei Documenti di Trasporto (DdT). Esse devono essere riprodotte in modo visibile, leggibile ed indelebile.
«Valutazione Tecnica Europea (ETA)» - L’articolo 2 del CPR definisce la Valutazione Tecnica Europea come “Valutazione documentata della prestazione di un prodotto da costruzione in relazione alle sue caratteristiche essenziali conformemente al rispettivo documento per la valutazione europea”. La prassi per la quale si identificano i prodotti da costruzione per i quali possa essere rilasciato un’ETA è disciplinata dagli articoli da 19 a 26 dell’Allegato II del CPR. Su tali basi un’ETA può essere rilasciata per un prodotto da costruzione che non rientra o non rientra interamente nell’ambito di applicazione di una norma armonizzata o la cui prestazione, in relazione alle caratteristiche essenziali previste, non possa essere pienamente valutata in base ad una norma armonizzata esistente. Si tratta quindi, tra l’altro, dei seguenti casi:
- il prodotto non rientra nel campo di applicazione di alcuna norma armonizzata esistente;
- per almeno una delle caratteristiche essenziali del prodotto il metodo di valutazione previsto dalla norma armonizzata non è appropriato; la norma armonizzata non prevede alcun metodo di valutazione per quanto concerne almeno una delle caratteristiche essenziali del prodotto.
Secondo quanto previsto dal CPR, cui si rimanda per i necessari dettagli, gli ETA sono rilasciati dagli Organismi di Valutazione Tecnica (TAB - Technical Assessment Bodies), designati a tal fine dagli Stati Membri, sulla base di un Documento per la Valutazione Europea (EAD – European Assessment Document), pubblicati dall’EOTA (e resi disponibili sul relativo sito internet) ed i cui riferimenti sono periodicamente pubblicati, a cura della Commissione Europea, in GUUE. A tal fine è anche utile rammentare che, ai sensi dell’articolo 66(3) del CPR, anche gli orientamenti per il benestare tecnico europeo (ETAG) pubblicati prima del 1 luglio 2013 in conformità all’articolo 11 della Direttiva 89/106/CEE possono essere utilizzati come Documenti per la Valutazione Europea (EAD).
L’EOTA (www.eota.eu) è l’Organizzazione europea che riunisce tutti gli organismi nazionali (TAB - Technical Assessment Bodies) deputati al rilascio della Valutazione Tecnica Europea per una o più delle aree di prodotto indicate nella Tabella 1 dell’Allegato IV del CPR.
Si rammenta, altresì, che l’articolo 4 del CPR sancisce l’obbligo di Dichiarazione della Prestazione, da parte del fabbricante, anche nel caso in cui il prodotto sia coperto da un ETA; a tal fine dovrà essere quindi effettuata, dopo l’emanazione da parte del TAB di un ETA e sulla base dell’ETA stesso, la pertinente procedura di valutazione e verifica della costanza della prestazione, con il coinvolgimento, ove previsto, di un Organismo notificato per la specifica attività prevista
«Valutazione e verifica della costanza della prestazione» - Un prodotto da costruzione può essere marcato CE solo qualora il fabbricante abbia redatto una Dichiarazione di Prestazione, e quindi, ai sensi dell’articolo 4 del CPR, nel caso in cui esso rientri nel campo di applicazione di una Norma europea armonizzata o sia conforme ad una Valutazione Tecnica Europea. I sistemi di valutazione e verifica della costanza della prestazione sono specificati nell’Allegato V del CPR, così come modificato dal Regolamento delegato (UE) n. 568/2014 della Commissione del 18 febbraio 2014 (identificati sinteticamente con i numeri: 1+,1,2+,3, 4).
«Certificato di costanza della prestazione del prodotto» o «Certificato di conformità del controllo della produzione in fabbrica» - Ai sensi del CPR sono i documenti a valore legale, rilasciati da un Organismo europeo notificato. Il primo certificato si riferisce al prodotto, nei casi di sistema di valutazione della costanza della prestazione 1+ o 1, oppure, nel secondo caso, al Controllo della produzione in fabbrica (FPC) nel caso di sistema 2+.
«Dichiarazione di Prestazione» -Costituisce il documento fondamentale, obbligatoriamente predisposto dal fabbricante per prodotti da costruzione recanti la marcatura CE nei casi previsti dall’articolo 4 del CPR. Contiene le informazioni prescritte dall’articolo 6 del CPR ed è fornito in forma cartacea o su supporto elettronico ovvero messo a disposizione su un sito web, nelle lingue richieste dalla Stato membro, secondo quanto previsto all’articolo 8 del CPR. Qualora la dichiarazione di prestazione venga fornita su supporto elettronico oppure messa a disposizione su un sito web nei modi previsti dal Regolamento delegato (UE) n. 157/2014, ai sensi dell’articolo 7, paragrafi 1 e 3, del CPR, si adottano le procedure di cui al decreto legislativo 7 marzo 2005, n. 82, e successive modificazioni (Codice dell’Amministrazione Digitale).
«Certificato di Valutazione Tecnica» - Costituisce una valutazione del materiale, prodotto, o sistema da costruzione, ai fini dell’uso strutturale previsto in opere realizzate, in accordo alle disposizioni nazionali (si veda anche l’art.1 della legge n.64/74).Il Certificato di Valutazione Tecnica è rilasciato dal Servizio Tecnico Centrale sulla base delle procedure indicate dalle vigenti norme tecniche ed ha validità sul territorio nazionale o anche in quello di altri stati dell’Unione Europea in caso di applicazione della procedura di mutuo riconoscimento, in base al concetto di “equivalenza” più avanti specificato. Qualora il fabbricante preveda l’impiego dei prodotti strutturali anche con funzioni di compartimentazione antincendio, dichiarando anche la prestazione in relazione alla caratteristica essenziale “Resistenza al fuoco”, le Linee Guida sono elaborate dal Servizio Tecnico Centrale di concerto, per la valutazione di tale specifico aspetto, con il Dipartimento dei Vigili del Fuoco, del Soccorso Pubblico e della difesa Civile del Ministero dell’Interno.
«Attestato di Qualificazione» - È il documento emesso dal Servizio Tecnico Centrale che attesta la positiva conclusione della procedura di qualificazione per materiali e prodotti ricadenti nel caso B di cui al §11.1 delle NTC.
«Controllo della produzione in fabbrica (FPC)» - Si intende il controllo interno permanente e documentato della produzione in fabbrica esercitato dal fabbricante in conformità alle pertinenti specifiche tecniche armonizzate.
«Equivalenza» - Laddove richiamato, il concetto di equivalenza si riferisce alla possibilità di riconoscere procedure o certificazioni utilizzate per valutare la prestazione di un prodotto da costruzione legalmente commercializzato in un altro Stato membro.
«Organismi notificati» - Ai fini della marcatura CE su prodotti da costruzione, l’Articolo 39 della CPR richiede agli Stati membri di notificare alla Commissione e agli altri Stati membri, gli Organismi che essi hanno autorizzato per i compiti di parte terza per la valutazione e verifica della costanza delle prestazioni dei prodotti da costruzione, previsti nell’art. 28 del CPR, distinguendo, con riferimento alle funzioni esercitate, tra:
- Organismi di Certificazione di prodotto (sistemi 1 e 1+) e di FPC (sistema 2+),
- Laboratori di Prova (sistema 3).
Il compito degli Organismi notificati, in relazione ai sistemi di valutazione e verifica della costanza della prestazione dei prodotti da costruzione, è quello dettagliato nell’Allegato V del CPR, così come modificato dal Regolamento delegato (UE) N. 568/2014 della Commissione del 18 febbraio 2014.
Un medesimo Organismo, se notificato per le varie funzioni, sulla base di quanto previsto nelle specifiche tecniche armonizzate, può agire quale Organismo di Certificazione del prodotto, da Organismo di Certificazione del controllo di produzione in fabbrica e da Laboratorio di Prova.
La procedura di autorizzazione di tali organismi è attualmente regolata in Italia dal D.Lgs. 106/2017 e dalle specifiche disposizioni emanate in materia dalle Amministrazioni competenti in attuazione del CPR.
Mediante lo strumento informatico messo a disposizione dalla Commissione Europea (NANDO - New Approach Notified and Designated Organisations), è possibile verificare:
- l’elenco degli Organismi notificati per lo svolgimento delle attività di parte terza in merito alla valutazione e verifica della costanza della prestazione dei prodotti da costruzione, per le specifiche attività inerenti le diverse specifiche tecniche armonizzate;
- l’elenco degli Organismi di Valutazione Tecnica (TAB), con le aree di prodotto di pertinenza;
- l’elenco delle norme europee armonizzate, con l’indicazione del relativo periodo di coesistenza;
- l’elenco dei Documenti per la valutazione europea (EAD);
- l’elenco degli ETAG precedentemente utilizzabili ai sensi della Dir.89/106/CEE ed utilizzabili ai sensi del CPR;
L’accettazione in cantiere dei materiali e prodotti per uso strutturale è responsabilità del Direttore dei Lavori e viene attuata mediante l’acquisizione e verifica della documentazione di accompagnamento dei materiali e prodotti, nonché mediante prove di accettazione. Per quanto riguarda gli aspetti documentali il Direttore dei Lavori deve acquisire, oltre alla predetta documentazione di accompagnamento, la documentazione che attesti la qualificazione del prodotto (differente a seconda dei casi A), B) o C) previsti al §11.1 delle NTC). Il Direttore dei Lavori deve anche verificare l’idoneità di tale documentazione, ad esempio verificando la titolarità di chi ha emesso la dichiarazione di prestazione, le informazioni in esse riportate, la titolarità dell’Organismo che ha emesso il certificato su cui si basa la dichiarazione, nonché la pertinenza del certificato stesso (caso A) o le certificazioni e/o attestazioni (casi B e C), la loro validità ed il campo di applicazione in relazione ai prodotti effettivamente consegnati ed all’uso per essi previsto, la conformità alle caratteristiche prestazionali contenute nelle specifiche progettuali o capitolari, etc.
Oltre ai casi in cui le NTC prevedono esplicitamente l’esecuzione delle prove di accettazione obbligatorie, precisandone le modalità di campionamento ed esecuzione, il Direttore dei Lavori può in ogni caso richiedere l’esecuzione di ulteriori prove che ritenga opportune o necessarie ai fini dell’accettazione del materiale o prodotto per uso strutturale. Essendo le predette prove finalizzate all’accettazione, le stesse devono far parte della documentazione tecnica prevista dal D.P.R. 380/2001, ed in particolare della Relazione a strutture ultimate e del collaudo statico, e pertanto deve esserne rilasciata certificazione ufficiale da un laboratorio di cui all’articolo 59 del D.P.R. 380/2001, dotato di adeguate attrezzature, esperienze e competenze, oppure, nei casi previsti, da un laboratorio di prova notificato ai sensi del Capo VII del CPR.
Le NTC prevedono, a riguardo, come eccezione alle disposizioni sopra indicate, l’esecuzione di tali prove anche da parte di “altri laboratori, dotati di adeguata competenza ed idonee attrezzature”, solo a seguito di nulla osta del Servizio Tecnico Centrale. Tale nulla osta potrà essere rilasciato sulla base di istanza motivata e documentata e conseguente istruttoria tecnica volta alla verifica dei requisiti di terzietà, competenza, disponibilità delle necessarie attrezzature e capacità nell’esecuzione delle specifiche prove richieste.
In via generale e fermo restando quanto previsto nelle NTC, possono essere oggetto di prova:
- i provini: confezionati da materiale in genere sciolto, come il conglomerato cementizio, le malte, etc;
- i saggi: ottenuti/estratti da prodotti finiti, come lo spezzone estratto da una barra di acciaio da c.a. o il tallone ricavato da una lamiera, etc.;
- i campioni: un numero di pezzi singoli prelevati da un lotto di produzione o di spedizione, come ad esempio i bulloni.
E’ compito del Direttore dei Lavori provvedere al campionamento dei materiali e dei prodotti da sottoporre alle prove di accettazione, quindi al confezionamento dei provini, all’esecuzione/estrazione dei saggi, al prelevamento dei campioni, nonché la corretta conservazione e custodia degli stessi fino alla consegna al laboratorio di cui all’articolo 59 del D.P.R. 380/2001 incaricato, che a tal fine rilascia apposito verbale di accettazione. Tali attività possono essere eventualmente eseguite attraverso personale a tal fine formalmente delegato dal Direttore dei Lavori, ferma restando la responsabilità del Direttore dei Lavori stesso.
I certificati riportanti gli esiti delle prove di accettazione sono consegnati al Direttore dei Lavori, indipendentemente dal soggetto che effettua il pagamento della prestazione, in originale analogico, oppure possono essere trasmessi, allo stesso Direttore dei Lavori, tramite PEC in formato elettronico, firmati digitalmente, ai sensi del Codice dell’Amministrazione Digitale. I laboratori di cui all’articolo 59 del D.P.R. 380/2001 registrano e documentano l’identità sia dei soggetti che consegnano i provini, saggi o campioni, sia di quelli cui il laboratorio consegna i certificati, prendendo nota ed acquisendo l’eventuale delega sottoscritta dal Direttore dei Lavori.
Principio generale della Norma è che le prove previste dalle stesse NTC, quali quelle di accettazione in cantiere o quelle di controllo di produzione in stabilimento (quali ad esempio quelle nei centri di trasformazione), siano un reale strumento di controllo e di verifica della qualità della filiera, atte a permettere il miglioramento continuo del processo, eventualmente permettendo, nel caso di esito non positivo, di adottare le idonee azioni correttive. Per tale motivo le NTC richiedono, in generale e salvo le necessarie specificazioni in funzione dei materiali (quale ad esempio per il calcestruzzo fresco, per il quale, fisiologicamente questo non può avvenire) che la posa in opera o la commercializzazione dei prodotti sia subordinata all’esito positivo delle pertinenti prove (di accettazione o di controllo in stabilimento). Qualora ciò non avvenga, il soggetto responsabile (Direttore dei Lavori, Direttore tecnico di stabilimento o di centro di trasformazione, etc.) dovrà evidenziare quanto sopra nei relativi documenti (verbale di accettazione, relazione a strutture ultimate, documenti di accompagnamento della fornitura, etc.), motivandolo opportunamente, e subordinare, sotto la propria responsabilità, l’efficacia ed il buon esito della posa in opera e/o della fornitura all’esito positivo delle suddette prove, assumendosi tutte le responsabilità e prendendosi carico di ogni eventuale onere derivante dal mancato esito positivo delle prove e quindi dell’accettazione in cantiere.
Poiché le NTC rappresentano una regola tecnica nazionale che impone, ai fini dell’impiego sul territorio italiano, la dichiarazione delle caratteristiche essenziali dei materiali e prodotti ad uso strutturale, a tali prodotti non si applicano, in generale e fatto salvo quanto eventualmente specificato nelle NTC in merito alla produzione occasionale, le deroghe alla redazione della dichiarazione di prestazione di cui all’articolo 5 del CPR.
In generale si intendono per prodotti occasionali, prodotti fabbricati non in serie, senza il presupposto della ripetitività tipologica, non realizzati secondo procedure e processi ripetitivi indipendentemente dal grado di automazione di tali processi, non inserite e non inseribili in un catalogo della produzione, poiché destinate unicamente ad una specifica opera o cantiere, il cui Direttore dei Lavori assume la responsabilità diretta dei controlli di produzione, oltre che dei controlli di accettazione, in assoluta analogia con i materiali e prodotti fabbricati a piè d’opera o in cantiere stesso.
Si applica il Decreto Legislativo 16 giugno 2017, n. 106 “Adeguamento della normativa nazionale alle disposizioni del regolamento (UE) n. 305/2011, che fissa condizioni armonizzate per la commercializzazione dei prodotti da costruzione e che abroga la direttiva 89/106/CEE”, che in particolare, all’articolo 5, comma 5, richiama che “L'impiego nelle opere di un prodotto da costruzione è soggetto, per i materiali e prodotti per uso strutturale, alle norme tecniche per le costruzioni adottate in applicazione dell'articolo 52 del decreto del Presidente della Repubblica 6 giugno 2001, n. 380, e successive modificazioni, …”. Si applicano pertanto anche le disposizioni del Capo V del medesimo Decreto legislativo, “Controllo, Vigilanza e Sanzioni” ed in particolare, anche per le violazioni di quanto riportato nelle NTC, le sanzioni di cui agli articoli 19 (per il fabbricante), 20 (per il costruttore, il direttore dei lavori, il collaudatore ed il progettista), 21 (per gli altri operatori economici coinvolti) e 22 (per gli organismi di certificazione e laboratori).
C11.2. CALCESTRUZZO
C11.2.1. SPECIFICHE PER IL CALCESTRUZZO
In merito alla progettazione della miscela, la norma, oltre a riconfermare le caratteristiche prestazionali minime che devono essere indicate nel progetto (classe di resistenza, classe di consistenza, diametro massimo dell’aggregato), introduce anche l’obbligo di indicazione della classe di esposizione ambientale. Viene inoltre precisato che nel caso di impiego di armature pretese o post-tese, permanentemente incorporate in getti di calcestruzzo, è obbligatoria l’indicazione della classe di contenuto in cloruri.
Per quanto attiene la classe di resistenza, la stessa è individuata esclusivamente dai valori caratteristici delle resistenze cilindrica fck e cubica Rck a compressione uniassiale, misurate su provini normalizzati e cioè rispettivamente su cilindri di diametro 150 mm e di altezza 300 mm e su cubi di spigolo 150 mm.
Per quanto attiene la resistenza caratteristica a compressione, la cui valutazione deve avvenire, di norma, dopo 28 giorni di maturazione, si precisa che, in casi particolari, potranno essere indicati, sulla base di documentate motivazioni, anche altri tempi di maturazione cui riferire le misure di resistenza ed il corrispondente valore caratteristico.
C11.2.2. CONTROLLI DI QUALITÀ DEL CALCESTRUZZO
Il §11.2.2 delle vigenti NTC, in merito alle prove di accettazione in cantiere sul calcestruzzo, stabilisce che “Le prove di accettazione e le eventuali prove complementari, compresi i carotaggi di cui al punto 11.2.6, devono essere eseguite e certificate dai laboratori di cui all’art. 59 del D.P.R. n. 380/2001”.
Tale disposizione, come l’analoga riportata al § 8.4.2 delle NTC per la caratterizzazione meccanica dei materiali per le costruzioni esistenti, si applica soltanto alle prove distruttive da effettuarsi, e certificarsi, in applicazione della citata Circolare 7167/STC del 2010, e nulla ha a che vedere con eventuali prove non distruttive da effettuarsi sulla struttura esistente, di cui al Capitolo 8 delle NTC, o in fase di accettazione da parte del Direttore dei Lavori, quando si verifichino i casi di cui al § 11.2.6 delle stesse NTC. Si evidenzia, inoltre, che dette prove non distruttive non rientrano fra le prove complementari di cui al § 11.2.7 delle stesse NTC.
Ai fini della certificazione delle conseguenti prove i laboratori di cui all’articolo 59 del D.P.R. 380/2001 daranno evidenza, nel verbale di accettazione dei campioni e nel certificato di prova stesso, della conformità dell’avvenuto prelievo a quanto disposto dal §8.4.2 o dal §11.2.2 delle NTC18; diversamente i campioni non potranno essere accettati ai fini dell’attività di certificazione ufficiale del Laboratorio.
C11.2.3. VALUTAZIONE PRELIMINARE
La valutazione preliminare del calcestruzzo, che il § 11.2.3 delle NTC pone in capo al costruttore, è finalizzata ad ottenere un calcestruzzo rispondente alle caratteristiche prestazionali indicate dal progettista, e alle esigenze costruttive, sia tramite l’acquisizione di documenti relativi ai componenti, sia attraverso l’eventuale esecuzione di prove, per le quali la Direzione dei lavori si avvale di un laboratorio di cui all’articolo 59 del D.P.R. 380/2001.
Tale valutazione deve essere effettuata indipendentemente dalla modalità di produzione del calcestruzzo, che può avvenire sia in cantiere, sia presso un impianto di produzione industrializzata. Quest’ultima modalità presuppone che il calcestruzzo sia prodotto in un impianto di produzione certificato secondo la procedura indicata al § 11.2.8. E’ responsabilità del Direttore dei lavori, prima di autorizzare qualsiasi fornitura di calcestruzzo, verificare la documentazione consegnata dal costruttore relativa alla valutazione preliminare del calcestruzzo eseguita dal costruttore e, in caso di produzione in stabilimento, la sussistenza della prevista certificazione rilasciata dagli organismi terzi indipendenti autorizzati dal Servizio Tecnico Centrale.
C11.2.4. PRELIEVO E PROVA DEI CAMPIONI
Il prelievo dei provini in concomitanza dell’esecuzione dei getti costituisce un momento importante dei controlli di sicurezza sulle strutture in calcestruzzo, controlli sanciti dalla Legge n. 1086/71, poi richiamati nel D.P.R. n. 380/2001, e descritti nel § 11.2.5 delle NTC. Per tale motivo al § 11.2.5.3 delle NTC è riportata una serie di prescrizioni relative alle modalità di prelievo dei provini, ai compiti ed alle relative responsabilità attribuite al Direttore dei lavori ed al laboratorio di prove autorizzato.
Fondamentale importanza assume, in tale contesto, la corretta modalità di prelievo dei provini di calcestruzzo, al fine di verificare la conformità delle caratteristiche del calcestruzzo messo in opera rispetto a quelle stabilite nel progetto; un efficace controllo della qualità del calcestruzzo messo in opera serve infatti a tutelare, oltre che la sicurezza e la qualità dell’opera, anche il fornitore del calcestruzzo stesso e l’impresa che lo mette in opera, oppure ad individuare, in caso di criticità, le precise responsabilità dei predetti attori.
Premesso che se il prelievo dei campioni viene effettuato correttamente, i due provini di uno stesso prelievo non possono presentare valori di resistenza sensibilmente differenti, la norma stabilisce che il prelievo (due provini) non può essere considerato valido, ai fini del controllo di accettazione di cui al successivo punto C11.2.5, se la differenza fra i valori di resistenza dei due provini supera il 20% del valore inferiore (NTC, §11.2.4); si rinvia al § 11.2.5.3 delle NTC per le determinazioni da assumersi in tale evenienza.
In questo caso il laboratorio emetterà il relativo certificato, in cui sarà chiaramente indicato, per i campioni per cui la suddetta differenza superi il 20% del valore inferiore, che “ai sensi del §11.2.4 del D.M. 17.01.2018 i risultati non sono impiegabili per i controlli di accettazione di cui al §11.2.5 del D.M. 17.01.2018 e che pertanto dovranno applicarsi le procedure di cui al §11.2.5.3, ultimi tre capoversi, dello stesso D.M. 17.01.2018”.
C11.2.5. CONTROLLO DI ACCETTAZIONE
E’ fatto obbligo, al Direttore dei lavori, di eseguire controlli sistematici in corso d’opera per verificare la conformità delle caratteristiche del calcestruzzo messo in opera rispetto a quelle stabilite nel progetto. Qualora i controlli, sia tipo A che di tipo B, non risultino soddisfacenti, si applicano le procedure indicate nel § 11.2.5.3 delle NTC.
Ai fini dei controlli di accettazione, si intende per “miscela omogenea” il calcestruzzo che, nell’ambito di una stessa ricetta di base, mantenga costanti i requisiti richiesti in termini di classe di resistenza e classe di esposizione; sono fatte salve lievi modifiche in termini di quantità e/o qualità dei componenti eventualmente necessarie per mantenere le prestazioni richieste.
C11.2.5.1 CONTROLLO DI TIPO A
Ai fini di un efficace controllo di accettazione di Tipo A, è necessario che il numero dei provini prelevati e provati sia non inferiore a sei, quindi tre prelievi, anche per getti di calcestruzzo di quantità inferiore a 100 m³ di miscela omogenea.
Premesso che Rc è il valore di resistenza di prelievo, ovvero il valore medio fra i valori di resistenza dei due provini di uno stesso prelievo, il Controllo di Tipo A è ritenuto accettabile se, per un numero di prelievi uguale a 3, sono verificate entrambe le disuguaglianze:
C11.2.5.2 CONTROLLO DI TIPO B
Il controllo di Tipo B è obbligatorio quando la quantità di miscela omogenea di calcestruzzo impiegato in un’opera è uguale o superiore a 1500 m³. Il controllo di Tipo B è costituito quindi da almeno 15 prelievi, ciascuno dei quali eseguito su 100 m³ di getto di miscela omogenea.
Il Controllo di Tipo B è ritenuto accettabile se, per un numero di prelievi non minore di 15, sono verificate entrambe le disuguaglianze:
con s = scarto quadratico medio.
Qualora la quantità di miscela omogenea da impiegare nell’opera sia maggiore di 1500 m³, ai fini del controllo si consiglia la seguente procedura:
1) in prima fase, si esegue il controllo sul primo gruppo di 15 prelievi (30 provini);
2) successivamente, si esegue il controllo sul secondo gruppo di 15 prelievi;
3) contestualmente si esegue anche il controllo su tutti i prelievi disponibili (in questo caso 30);
4) si prosegue con la medesima procedura per i successivi gruppi di 15 prelievi, ovvero prima sull’ultimo gruppo di 15, poi sulla somma di tutti i precedenti;
5) qualora l’ultimo gruppo disponibile sia inferiore a 15 prelievi, questi si aggiungono al precedente gruppo.
I requisiti prestazionali più stringenti, adottati per i controlli di Tipo B, sono finalizzati a garantire la costanza prestazionale della miscela. In tal senso viene anche precisato che non possono essere accettati calcestruzzi con coefficiente di variazione (s/Rm) superiore a 0,3, dove s è lo scarto quadratico medio e Rm è la resistenza media dei prelievi (N/mm²). Inoltre, la norma prevede che con coefficiente di variazione superiore a 0,15 occorrono controlli più accurati, integrati con prove complementari di cui al § 11.2.7.
C11.2.5.3 PRESCRIZIONI COMUNI PER ENTRAMBI I CRITERI DI CONTROLLO
In questo paragrafo la norma fornisce una serie di prescrizioni comuni sia ai controlli di Tipo A che di Tipo B, utili ai fini di una corretta esecuzione dei controlli di accettazione. In primo luogo la norma intende sottolineare i compiti attribuiti al Direttore dei Lavori, che deve assicurare la propria presenza alle operazioni di prelievo dei provini di calcestruzzo nella fase di getto, provvedendo sotto la propria responsabilità:
- a redigere apposito Verbale di prelievo;
- a fornire indicazioni circa le corrette modalità di prelievo;
- a fornire indicazioni circa le corrette modalità di conservazione dei provini in cantiere, fino alla consegna al laboratorio incaricato delle prove;
- ad identificare i provini mediante sigle, etichettature indelebili, etc.;
- a sottoscrivere la domanda di prove al laboratorio, avendo cura di fornire, nella domanda, precise indicazioni sulla posizione delle strutture interessate da ciascun prelievo, la data di prelievo, gli estremi dei relativi Verbali di prelievo, nonché le sigle di identificazione di ciascun provino;
- a consegnare i provini presso il laboratorio;
- ad acquisire i relativi certificati di prova, che devono pertanto essere sempre consegnati allo stesso Direttore dei Lavori (che ne rende noti i risultati al committente, al collaudatore ed a quanti ne abbiano titolo) indipendentemente dal soggetto che effettua il pagamento della prestazione del laboratorio.
Delle predette operazioni il Direttore dei lavori può incaricare, mediante sottoscrizione di delega scritta, un tecnico di sua fiducia, ferma restando tuttavia la personale responsabilità ad esso attribuita dalla legge.
Premesso che la resistenza caratteristica del calcestruzzo è definita convenzionalmente come quella ottenuta dalla prova di rottura a 28 giorni di stagionatura, la Norma ha prescritto, laddove le prove non possano essere eseguite esattamente al 28° giorno di stagionatura, che le stesse siano comunque eseguite entro 45 giorni dalla data di prelievo. Trascorso tale termine, il laboratorio accetterà e sottoporrà a prova il materiale ed emetterà il relativo certificato, in cui sarà chiaramente indicato, per i campioni eventualmente provati oltre il 45° giorno dalla data del prelievo risultante dal verbale di prelievo redatto dal Direttore dei Lavori, che “ai sensi del §11.2.5.3 del D.M. 17.01.2018 le prove di compressione vanno integrate da quelle riferite al controllo della resistenza del calcestruzzo in opera”. In tale situazione il Direttore dei Lavori, nell’effettuazione dei controlli integrativi di cui al §11.2.6 delle NTC, valuterà l’approfondimento delle indagini attraverso l’esecuzione di eventuali controlli distruttivi, sulla base della situazione effettivamente riscontrata, dell’esito delle prove e delle motivazioni del differimento nell’esecuzione della prova.
Di tale attività si darà riscontro nella Relazione a Strutture ultimate.
Qualora la consegna avvenga prima dei 28 giorni, il laboratorio provvede alla corretta conservazione dei provini.
Pertanto, tenendo opportunamente conto della possibilità di consegna anticipata dei campioni in laboratorio, il Direttore dei lavori potrà organizzare le proprie attività in modo da ottimizzare il trasporto e la consegna dei provini al laboratorio, che provvederà alla corretta conservazione dei provini ed alla effettuazione delle prove nei tempi stabiliti.
Da quanto sopra emerge chiaramente la responsabilità attribuita al Direttore dei Lavori in merito al confezionamento, alla conservazione, custodia e consegna dei provini al laboratorio di cui all’articolo 59 del D.P.R. 380/01, al fine di garantire la necessaria corrispondenza fra il calcestruzzo sottoposto alle prove di accettazione certificate dai suddetti Laboratori e quello impiegato nell’opera, o in una parte o porzione dell’opera stessa, soggetta a controllo. Tale compito, assolutamente necessario a garantire l’efficacia e credibilità della filiera di controllo prevista dalla legge e dalle norme, potrà anche essere esercitato dal Direttore dei Lavori adottando tutte le iniziative che riterrà utili al raggiungimento dell’obiettivo, quali ad esempio garantire e documentare la tracciabilità dei provini mediante l’impiego di idonei strumenti tecnologici (ad esempio con micro-chips o targhette con codici a barre annegati nel calcestruzzo e soggetti a lettura digitalizzata e localizzazione spazio-temporale automatica in cantiere ed in Laboratorio) oppure affidando allo stesso laboratorio ufficiale incaricato il compito di effettuare il prelievo e l’accettazione dei provini in cantiere, occupandosi poi anche della maturazione fino alla stagionatura prevista per le prove.
Un ruolo significativo nella procedura di accettazione è svolto dal Laboratorio incaricato di effettuare le prove sul calcestruzzo, il quale, sotto il controllo del Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici, deve svolgere costantemente la propria attività nel rispetto dei principi di qualità, trasparenza e indipendenza, declinati nei requisiti previsti dalle pertinenti disposizioni normative e ministeriali.
In tal senso, il laboratorio deve, di norma:
- certificare solo prove le cui richieste siano regolarmente sottoscritte dal Direttore dei Lavori o altra figura titolata a richiedere prove ufficiali (collaudatore, RUP, CTU, nei casi previsti, etc.); diversamente, in luogo del previsto Certificato ufficiale di prova, il laboratorio rilascia semplice Rapporto di prova, precisando che lo stesso Rapporto di prova non costituisce certificato utile ai fini della procedura prevista dalla legge 1086/71;
- accettare solo richieste di prova in originale, rifiutando richieste non firmate o non firmate in originale (in fotocopia o altro), salvo che le stesse non siano trasmesse via PEC ai sensi del Codice dell’Amministrazione Digitale; in tal caso oltre alla richiesta deve essere conservata (in formato elettronico o cartaceo) anche la mail di trasmissione, dalla quale sia possibile rilevare con certezza l’identità del mittente;
- accettare solo provini di calcestruzzo provvisti di contrassegno; tutti i provini devono essere identificati mediante sigle apposte direttamente dal richiedente, che devono corrispondere, evidentemente, alle sigle riportate sulla richiesta;
- rifiutare provini che rechino segni evidenti che mettano in dubbio il regolare prelievo dall’opera indicata dalla richiesta (ne sono un esempio il segno di vecchie etichette rimosse, ovvero la presenza di altre sigle pregresse rispetto a quelle indicate sulla richiesta);
- verificare le condizioni di planarità e verticalità sui cubetti di calcestruzzo prima di eseguire la prova;
- provvedere alla esecuzione delle prove a compressione conformemente alle norme UNI EN più aggiornate;
- evitare di conservare in laboratorio, anche provvisoriamente, provini che non siano regolarmente accettati e identificati, anche quando non siano destinati a prova o certificazione ufficiale, motivando in questo caso la permanenza in laboratorio;
- riportare sui certificati del calcestruzzo, gli estremi dei verbali di prelievo; in assenza degli estremi dei verbali di prelievo il laboratorio effettua le prove ma, in luogo del Certificato ufficiale valido ai sensi della Legge n. 1086/71, rilascia un semplice Rapporto di prova;
- riportare sempre sui verbali di accettazione e sui certificati il nominativo della persona fisica che ha consegnato il materiale al laboratorio, nonché il ruolo svolto, se diverso dal Direttore dei Lavori;
- attuare le disposizioni impartite dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici.
Il contenuto minimo dei certificati di prova è descritto nel § 11.2.5.3 delle NTC. Lo stesso § 11.2.5.3 delle NTC ribadisce che: “Il laboratorio verifica lo stato dei provini e la documentazione di riferimento ed in caso di anomalie riscontrate sui campioni oppure di mancanza totale o parziale degli strumenti idonei per la identificazione degli stessi, deve sospendere l’esecuzione delle prove e darne notizia al Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici” e che “La domanda di prove al laboratorio deve essere sottoscritta dal Direttore dei Lavori e deve contenere precise indicazioni sulla posizione delle strutture interessate da ciascun prelievo”, diversamente pertanto il laboratorio non accetterà i relativi campioni.
La norma precisa infine che le prove non richieste dal Direttore dei Lavori non possono fare parte dell’insieme statistico che serve per la determinazione della resistenza caratteristica del materiale. In tal caso, pertanto, il laboratorio effettua le prove ma, in luogo del certificato ufficiale, rilascia un semplice rapporto di prova.
Inoltre, qualora il numero dei provini di calcestruzzo consegnati in laboratorio sia inferiore a sei, il laboratorio effettua le prove e rilascia il richiesto certificato, ma vi appone una nota con la quale segnala al Direttore dei lavori che “il numero di campioni provati dal laboratorio non è sufficiente per eseguire il controllo di Tipo A previsto dalle vigenti Norme Tecniche per le Costruzioni”, tale segnalazione non inficia la validità del certificato, ma costituisce una segnalazione per il Direttore dei Lavori o altri soggetti preposti al controllo.
Si evidenzia, infine, che nello spirito di quanto esplicitamente previsto ai §§ 11.2.5.3, 11.3.2.12, 11.3.3.5.4, 11.3.4.11.3, 11.7.10.2, 11.10.1.1, 11.10.2.4, delle NTC, i laboratori di cui all’articolo 59 del D.P.R. 380/2001 incaricati dell’esecuzione delle prove devono conservare i campioni, di calcestruzzo, acciaio o qualsiasi altro materiale sottoposti a prova per almeno trenta giorni dopo l’emissione dei certificati di prova, in modo da consentirne l’identificabilità e la rintracciabilità, e non più per i venti giorni precedentemente previsti.
C11.2.6. CONTROLLO DELLA RESISTENZA DEL CALCESTRUZZO IN OPERA
Può essere utile, spesso necessario, quando si presentino uno o più casi fra quelli previsti chiaramente dalla norma stessa, ovvero ogni qualvolta il Collaudatore ne ravvisi l’opportunità, controllare la resistenza del calcestruzzo già gettato in opera ed indurito.
È opportuno tenere sempre presente che tali prove non sono in ogni caso sostitutive dei controlli di accettazione, ma possono essere utili al Direttore dei lavori od al Collaudatore per formulare un giudizio tecnico sul calcestruzzo in opera.
Fatti salvi i diversi tipi di prove non distruttive che possono essere impiegate, quando il controllo della resistenza del calcestruzzo in opera viene effettuato mediante carotaggio, si rammenta che per quanto attiene le procedure per l’estrazione, la lavorazione dei saggi estratti e le relative modalità di prova a compressione, si può fare riferimento alle norme UNI EN 12504-1, UNI EN 12390-1, UNI EN 12390-2 e UNI EN 12390-3, nonché alle Linee guida per la valutazione delle caratteristiche del calcestruzzo in opera emanate dal Servizio Tecnico Centrale.
In ogni caso si devono prendere in considerazione le seguenti avvertenze:
- il diametro delle carote deve essere almeno superiore a tre volte il diametro massimo degli aggregati; al riguardo, ancorché le Linee Guida precisino che i diametri consigliati sono compresi tra 75 e 150 mm, si suggerisce di prelevare carote di diametro, ove possibile, non inferiore a 100 mm, ai fini delle valutazioni sulla resistenza più avanti riportate;
- le carote destinate alla valutazione della resistenza non dovrebbero contenere ferri d’armatura, (si devono scartare i saggi contenenti barre d’armatura inclinate o parallele all’asse);
- per ottenere la stima attendibile della resistenza di un’area di prova devono essere prelevate e provate almeno tre carote;
- il rapporto altezza/diametro delle carote deve essere possibilmente pari a 1 o 2;
- i saggi estratti devono essere protetti nelle fasi di lavorazione e di deposito al fine di impedire per quanto possibile l’essiccazione all’aria; a meno di diversa prescrizione, le prove di compressione devono essere eseguite su saggi umidi;
- nel programmare l’estrazione dei saggi si deve tener presente che la resistenza del calcestruzzo dipende dalla posizione o giacitura del getto;
- è necessario verificare accuratamente, prima di sottoporre le carote alla prova di compressione, la planarità ed ortogonalità delle superfici d’appoggio; infatti, la lavorazione o preparazione inadeguata delle carote porta a risultati di prova erronei. E’ necessario, in tal senso, che il taglio dei campioni sia effettuato con ogni possibile accuratezza al fine di evitare disturbi al saggio stesso e che le superfici di prova siano adeguatamente preparate per garantirne planarità e ortogonalità.
Sulla base di quanto sopra, vista la complessità delle operazioni descritte, le NTC, al § 8.5.3, prevedono esplicitamente che il prelievo dei saggi e le relative prove siano effettuati da uno dei laboratori di cui all’articolo 59 del D.P.R. 380/2001. Ciò anche al fine di rendere coerente tutta la procedura di controllo sul calcestruzzo in opera mediante prelievo di saggi, che già prevede che le prove sulle carote siano eseguite e certificate da uno dei laboratori di cui all’articolo 59 del D.P.R. 380/2001.
Sotto il profilo operativo, effettuato il prelievo di un determinato numero di carote ed eseguita sulle stesse la prova di compressione con le procedure previste, si determina il valore caratteristico della resistenza strutturale cilindrica in situ, definita come fckis. A tale riguardo, le norme prevedono che la resistenza caratteristica in situ va calcolata in accordo alle Linee Guida per la valutazione delle caratteristiche del calcestruzzo in opera elaborate e pubblicate dal Servizio Tecnico Centrale del Consiglio Superiore dei Lavori Pubblici, edizione 2017, nonché secondo quanto previsto nella norma UNI EN 13791:2008 (§§ 7.3.2 e 7.3.3).
In particolare, le Linee Guida per la valutazione delle caratteristiche del calcestruzzo in opera sottolineano come l’estrazione delle carote dalla struttura, per quanto condotta con le attenzioni sopra raccomandate, produca comunque un disturbo al calcestruzzo, per cui nel risultato di prova sulla carota si manifesta un decremento di resistenza. Per tenere conto di tale decremento, le citate Linee Guida hanno introdotto un Fattore di danno Fd, moltiplicativo della resistenza ottenuta dalla prova; il valore di Fd decresce all’aumentare della resistenza fcarota rilevata sulla specifica carota, come indicato nella tabella seguente:
Tabella C11.2.6.I.- Fattore di disturbo in funzione della resistenza a compressione delle carote (H/D=1; d=100 mm)

Le medesime Linee Guida precisano inoltre che se la resistenza potenziale è espressa in valori cubici, l’eventuale determinazione della resistenza strutturale va effettuata su carote aventi rapporto H/D = 1 (con tolleranza ± 0,05); se invece la resistenza potenziale è espressa in valori cilindrici, l’eventuale determinazione della resistenza strutturale va effettuata su carote aventi rapporto H/D = 2 (con tolleranza ± 0,05), sconsigliando fortemente l’impiego di carote caratterizzate da un rapporto H/D intermedio, al fine di evitare l’introduzione di ulteriori incertezze derivanti dall’utilizzo del coefficiente di conversione, notoriamente posto pari a 0,83.
Pertanto, il valore della resistenza strutturale di ciascuna carota si determina come segue:

Ciò premesso, il valore della resistenza caratteristica in opera fckis può essere determinata considerando l’approccio B se il numero di carote è minore di 15, oppure l’approccio A se il numero di carote è > 15, secondo quanto previsto nella norma UNI EN 13791:2008 (§§ 7.3.2 e 7.3.3).
Determinato il valore della resistenza caratteristica strutturale in opera, la norma stabilisce che è accettabile un valore della predetta resistenza caratteristica, non inferiore all’85% del valore della resistenza caratteristica assunta in fase di progetto.
Evidentemente il confronto fra i suddetti valori deve essere effettuato o utilizzando sempre la resistenza cilindrica o utilizzando sempre la resistenza cubica.
C11.2.7. PROVE COMPLEMENTARI
Si precisa che i controlli complementari, come i controlli in corso d’opera sul calcestruzzo fresco, devono essere eseguiti dai laboratori di cui all’art. 59 del D.P.R. n. 380/2001.
C11.2.8. PRESCRIZIONI RELATIVE AL CALCESTRUZZO CONFEZIONATO CON PROCESSO INDUSTRIALIZZATO
Gli stabilimenti che producono calcestruzzo con processo industrializzato devono dotarsi di un sistema permanente di controllo interno della produzione allo scopo di assicurare che il prodotto risponda ai requisiti previsti e che tale rispondenza sia costantemente mantenuta fino all’impiego, detto sistema di controllo deve essere realizzato e certificato conformemente a quanto riportato al § 11.2.8 delle NTC.
La certificazione rilasciata dagli organismi terzi indipendenti di cui al quinto capoverso del § 11.2.8 delle NTC non deve essere limitata, evidentemente, all’accertamento dei requisiti di carattere generale richiesti dalle UNI EN ISO 9001, che riguardano l'organizzazione di qualità di ogni generica azienda, ma deve contenere i necessari riferimenti agli aspetti inerenti il processo produttivo, con particolare attenzione agli aspetti più squisitamente tecnici che concorrono alla qualità del prodotto.
Ai fini dell’autorizzazione, da parte del Servizio Tecnico Centrale, degli Organismi terzi indipendenti che operano in coerenza con la norma UNI CEI EN ISO/IEC 17021, continuano ad applicarsi gli specifici criteri emanati dal Consiglio Superiore dei Lavori Pubblici con le Istruzioni operative per il rilascio dell’autorizzazione agli Organismi di certificazione del Controllo del processo di fabbrica FPC del calcestruzzo prodotto con processo industrializzato, ai sensi del §11.2.8 delle Norme Tecniche per le Costruzioni di cui al D.M. 14.01.2008.
Si precisa, inoltre, che gli impianti di produzione industrializzata appartenenti al costruttore nell’ambito di uno specifico cantiere, per i quali non è richiesta la suddetta certificazione del controllo del processo di fabbrica, a condizione che il sistema di gestione della qualità del costruttore - predisposto in coerenza con la norma UNI EN ISO 9001 e certificato da un organismo accreditato - preveda l’esistenza e l’applicazione di un sistema di controllo della produzione dell’impianto, sono quelli predisposti nell’ambito di uno specifico cantiere destinato alla realizzazione di un’opera nella quale viene impiegato un volume di calcestruzzo strutturale superiore a 1500 m³.
Nei cantieri di opere che prevedono una quantità di calcestruzzo inferiore a 1.500 m³, restano nella responsabilità del Costruttore e del Direttore dei lavori, ciascuno per le proprie competenze, tutte le procedure di confezionamento e messa in opera del calcestruzzo.
Nel caso in cui l’impianto è ubicato all’interno di uno stabilimento di prefabbricazione di serie, allora si distinguono due casi:
- se il cls prodotto viene impiegato esclusivamente per la realizzazione dei manufatti prefabbricati, l’impianto non necessita di certificazione in quanto rientra nella qualificazione dei manufatti stessi, sia se forniti di marcatura CE sia se qualificati dal Servizio Tecnico Centrale;
- se il cls prodotto viene fornito ad altri utilizzatori al di fuori dello stabilimento di prefabbricazione, allora l’impianto deve essere regolarmente certificato.
C11.2.12. CALCESTRUZZO FIBRORINFORZATO (FRC)
Le NTC definiscono il calcestruzzo FRC come “caratterizzato dalla presenza di fibre discontinue nella matrice cementizia” e stabiliscono che sia per la sua qualificazione che per la progettazione delle strutture in FRC, si dovrà fare esclusivo riferimento a specifiche disposizioni del Consiglio Superiore dei Lavori Pubblici, rese attraverso apposite Linee Guida.
Al riguardo occorre precisare che secondo le dizioni comunemente adottate nel settore della tecnologia delle costruzioni, un calcestruzzo fibrorinforzato ad uso strutturale, per essere definito tale, deve essere caratterizzato da un dosaggio minimo delle fibre al suo interno. Le norme CNR-DT 204/2006 “Istruzioni per la progettazione, l’esecuzione ed il controllo di strutture di calcestruzzo fibrorinforzato”, indicano che “per impieghi strutturali deve essere garantito un dosaggio minimo di fibre” e quantificano tale dosaggio come “non inferiore allo 0.3% in volume”.
Pertanto, a meno di specifiche indicazioni eventualmente riportate nelle sopracitate Linee Guida, per quantitativi inferiori a tale dosaggio, allo stato un calcestruzzo che preveda l’utilizzo di fibre non può essere definito, ai fini strutturali, come “fibrorinforzato” e quindi il suo impiego, non vincolato dalle procedure autorizzative di cui al citato p.to 11.2.12, può fare riferimento alle prescrizioni per il calcestruzzo normale, contenute nei pertinenti Capitoli delle NTC.
Ne consegue, in termini pratici, che la presenza di un quantitativo di fibre al di sotto della soglia sopra indicata, può essere considerata nei normali calcestruzzi quale semplice ausilio per il miglioramento del comportamento del calcestruzzo in particolari situazioni, quali ad esempio le fasi di scassero, con lo scopo di tenere sotto controllo microfessurazioni e di minimizzare l’effetto di cavillature in punti sensibili del manufatto, quali spigoli e zone d’angolo, non facilmente raggiungibili dall’armatura ordinaria.
Naturalmente, l’impiego delle fibre comporta comunque l’obbligo del rispetto della vigente normativa del settore, ed in presenza di norme armonizzate il possesso della marcatura CE.
Inoltre, in sintonia con quanto previsto dal p.to 11.2.3 delle NTC, occorre che anche tali calcestruzzi non definibili strutturalmente quali fibrorinforzati, siano oggetto di prove preliminari di studio, non solo al fine di ottenere le prestazioni richieste dal progetto, ma anche, data comunque la specificità del materiale impiegato, di verificare la piena compatibilità delle fibre con il particolare utilizzo previsto.
A tale fine, si ritiene anche necessaria l’implementazione di un sistema permanente di controllo della produzione opportunamente calibrato, attraverso un processo industrializzato dotato di idonei impianti, nonché di strutture e tecniche opportunamente organizzate, al fine di assicurare il mantenimento di un adeguato livello di affidabilità nella produzione del calcestruzzo e nella conformità del prodotto finito.
C11.3. ACCIAIO
C11.3.1. PRESCRIZIONI COMUNI A TUTTE LE TIPOLOGIE DI ACCIAIO
C11.3.1.1 CONTROLLI
Le NTC prevedono che il controllo sugli acciai da costruzione sia obbligatorio e si effettui, con modalità e frequenze diverse, negli stabilimenti di produzione, nei centri di trasformazione, in cantiere. Per quanto attiene l’entità dei controlli, si prevede che questi siano effettuati:
- negli stabilimenti di produzione su lotti di produzione continua. Nella maggior parte dei casi, negli stabilimenti nei quali sono presenti i forni di fusione, si può individuare come lotto di produzione la colata;
- nei centri di trasformazione su forniture di materiale lavorato;
- in cantiere, nell’ambito dei controlli di accettazione, su lotti di spedizione.
C11.3.1.2 CONTROLLI DI PRODUZIONE IN STABILIMENTO E PROCEDURE DI QUALIFICAZIONE
Tutti gli acciai per impiego strutturale devono essere qualificati. In tal senso la valutazione della conformità del controllo di produzione in stabilimento e del prodotto finito è effettuata:
- mediante la marcatura CE, ai sensi del CPR; quando applicabile (§11.1, caso “A”);
- attraverso la qualificazione del Servizio Tecnico Centrale, con la procedura indicata nelle NTC stesse (§11.1, caso “B”).
Nel secondo caso, ultimata l’istruttoria e verificato il possesso dei requisiti richiesti, il Servizio Tecnico Centrale rilascia allo stabilimento di produzione, un apposito Attestato di qualificazione.
L’Attestato di qualificazione, di validità 5 anni, individuato da un numero progressivo, riporta il nome dell’azienda, lo stabilimento, i prodotti qualificati, il marchio. Un elenco di tutti gli attestati rilasciati è riportato sul sito del Consiglio Superiore dei lavori pubblici.
C11.3.1.3 MANTENIMENTO E RINNOVO DELLA QUALIFICAZIONE
La documentazione, di cui al §11.3.1.3 delle NTC, finalizzata al mantenimento della qualificazione, è trasmessa al STC, con cadenza annuale, entro sessanta giorni dalla data di scadenza di ciascun anno di riferimento.
L'istanza di rinnovo è trasmessa almeno sessanta giorni prima della scadenza del periodo di validità dell’Attestato. Detta istanza è corredata di tutta la documentazione prevista per l’avvio della procedura di qualificazione di cui al §11.3.1.2, ad eccezione di quella rimasta invariata, per la quale si deve comunque produrre una dichiarazione attestante la permanenza della validità della documentazione stessa per tutto il periodo di validità del futuro attestato rinnovato, con relativo elenco esplicativo, nonché degli attestati dell’avvenuto pagamento delle tariffe previste per il mantenimento annuale.
C11.3.1.5 FORNITURE E DOCUMENTAZIONE DI ACCOMPAGNAMENTO
Tutte le forniture di acciaio, provenienti dallo stabilimento di produzione (Produttore), devono essere accompagnate da:
A) nel caso si applichi la Marcatura CE
- copia della Dichiarazione di prestazione CE;
- certificato di controllo interno tipo 3.1, di cui alla norma UNI EN 10204, dello specifico lotto di materiale fornito;
- documento di trasporto con la data di spedizione, la quantità, il tipo di acciaio, il destinatario ed i riferimenti della Dichiarazione di prestazione.
B) nel caso non si applichi la Marcatura CE
- copia dell’attestato di qualificazione del Servizio Tecnico Centrale;
- certificato di controllo interno tipo 3.1, di cui alla norma UNI EN 10204, dello specifico lotto di materiale fornito;
- documento di trasporto con la data di spedizione ed il riferimento alla quantità, al tipo di acciaio, alle colate, al destinatario ed i riferimenti dell’ Attestato di qualificazione.
Il “certificato di controllo interno tipo 3.1, di cui alla norma UNI EN 10024”, citato dalle NTC, deve intendersi strettamente riferito al certificato di origine fornito dall’acciaieria (produttore) all’atto di immissione in commercio del prodotto laminato.
Con riferimento ai “kit” definiti all’articolo 2 del CPR e coperti da marcatura CE, è sufficiente accompagnare le forniture con la copia della Dichiarazione di prestazione CE, oltre che con il documento di trasporto completo delle informazioni necessarie.
In considerazione dell’impiego ormai generalizzato degli strumenti informatici, in particolare fruibili attraverso piattaforme “on line” su canale Internet, può non essere necessario che tra i documenti di accompagnamento forniti dal “produttore” compaiano anche la copia dei certificati di controllo interno tipo 3.1, di cui alla norma UNI EN 10204, dello specifico lotto di materiale fornito, purché tali certificati siano resi disponibili, su richiesta del Direttore tecnico del Centro di Trasformazione e/o dal Direttore dei lavori dell’opera di destinazione, anche attraverso i canali informatici di cui sopra.
Gli stabilimenti di produzione (Produttori) di acciai qualificati, caso B, non sono tenuti ad allegare alle forniture copia dei Certificati rilasciati dal Laboratorio incaricato che effettua i controlli periodici di qualità. Si precisa infatti, al riguardo, che i predetti Certificati non sono significativi ai fini della fornitura, trattandosi di documenti riservati al Servizio Tecnico Centrale per i controlli finalizzati al mantenimento e rinnovo della qualificazione. Tali Certificati, peraltro, non possono sostituire i Certificati relativi alle prove effettuate a cura del Direttore dei Lavori, che devono essere rilasciati dai laboratori di cui all’art. 59 del D.P.R. n. 380/2001 nell’ambito dei controlli obbligatori di cantiere.
Le forniture effettuate da un commerciante intermedio devono essere accompagnate da copia dei documenti sopra menzionati rilasciati dal Produttore e completati con il riferimento al documento di trasporto del commerciante stesso.
Il Direttore dei Lavori prima della messa in opera, è tenuto a verificare quanto sopra indicato ed a rifiutare le eventuali forniture non conformi, ferme restando le responsabilità del produttore.
11.3.1.7 CENTRI DI TRASFORMAZIONE
La normativa insiste, in modo particolare, sull’adozione di procedure documentate e sull’implementazione di un sistema di controllo delle lavorazioni, coerentemente alle UNI EN ISO 9001, allo scopo di garantire il mantenimento della conformità delle caratteristiche meccaniche e geometriche dei prodotti oggetto di lavorazione e di assicurarne una completa tracciabilità.
Ciò comporta, da parte del centro di trasformazione, la necessità dell’adozione di tutta una serie di misure e di accorgimenti tecnici ed organizzativi, volti a garantire il mantenimento di un adeguato livello di controllo e verifica sull’intero processo produttivo e di lavorazione, ivi compresa l’adozione di un apposito archivio delle commesse adeguatamente verificabile su richiesta degli aventi titolo (Direzione lavori, Ispettori del STC).
Si ritiene opportuno esplicitare, a scopo esemplificativo, alcune di queste misure, anche alla luce delle utili indicazioni fornite nella UNI EN 13670 e nelle Linee Guida per la messa in opera del calcestruzzo strutturale, edizione 2017, pubblicate dal Consiglio Superiore dei LL.PP.:
- Non possono essere trascurate le misure atte a garantire un adeguato stoccaggio del materiale e la sua conservazione quali ad esempio l’uso di locali appositamente attrezzati, protetti dalle intemperie, etc.
- La necessaria attenzione deve essere posta anche alle condizioni ambientali e di temperatura (adeguati accorgimenti nelle lavorazioni al di sotto di 5°C, limitazioni alla lavorazione a – 5 °C).
- E’ essenziale che in fase di movimentazione dei materiali in lavorazione, le etichette di provenienza (dall’acciaieria) accompagnino i singoli elementi lavorati e siano adeguatamente conservate ed archiviate.
- Il requisito della rintracciabilità nelle fasi di lavorazione può essere assolto anche con l’impiego di software specifici basati sull’uso di codici a barre.
- I processi e le modalità operative di sagomatura adottati presso i centri, devono essere eseguiti in coerenza con quanto riportato nel Capitolo 6 e nell’Allegato D della Norma UNI EN 13670:2009 e devono essere definiti in apposite procedure/istruzioni di lavorazione, a disposizione degli operatori, preferibilmente “a bordo macchina”.
- In linea con le normative europee, l’affidamento di alcune lavorazioni può essere effettuato previo specifico processo di qualificazione dell’affidatario, che dovrà essere almeno dotato di attestato di denuncia dell’attività come centro di trasformazione di cui al §11.3.1.7 delle NTC. Il centro affidante le lavorazioni si assume l’intera responsabilità delle lavorazioni eseguite dall’affidatario e tiene a disposizione del STC la pertinente documentazione di qualificazione dell’affidatario.
- Non è possibile svolgere l’attività di Centro di trasformazione al di fuori della sede dello stabilimento indicata nell’attestato rilasciato dal STC.
- La formazione degli operatori, che deve essere specifica sui temi oggetto dell’attività di trasformazione, non può prescindere da una sensibilizzazione circa l’importanza di una costante e periodica manutenzione delle apparecchiature, conformemente alle indicazioni fornite dalle aziende costruttrici dei macchinari.
- Gli operatori devono essere adeguatamente informati e sensibilizzati circa la necessità di un interscambio dei mandrini in funzione dei diametri delle varie barre in lavorazione, conformemente alle indicazioni fornite dalla UNI EN 13670 ed alle citate Linee guida del Consiglio Superiore dei LL.PP. Inoltre, al fine di assicurare la corretta scelta del diametro dei mandrini effettivamente da utilizzare, occorre verificare il rispetto delle lunghezze minime di ingombro dei lati, in funzione del diametro della barra in lavorazione e della effettiva sagomatura da realizzare.
- Qualora i disegni esecutivi riportino sagome con angoli e dimensioni incompatibili con i previsti mandrini minimi, il presagomatore, comunicandolo al Direttore dei Lavori, è tenuto a modificare le sagome, laddove la struttura di destinazione lo consenta, affinché rientrino nei parametri di sagomatura richiesti dalla Norma o, in caso contrario, a non realizzarle in assenza di modifiche del progetto. Per ulteriori approfondimenti si può fare utile riferimento alle citate Linee Guida per la messa in opera del calcestruzzo strutturale.
- Per quanto riguarda i documenti di accompagnamento delle forniture in cantiere, la dichiarazione di cui al p.to c) della Norma (dichiarazione contenente i riferimenti alla documentazione fornita dal fabbricante ai sensi del § 11.3.1.5 in relazione ai prodotti utilizzati nell’ambito della specifica fornitura) che deve essere rilasciata dal Centro di trasformazione, può anche essere inserita nel documento di trasporto, unitamente alla dichiarazione di cui al p.to a) della Norma. Anche per i Centri di trasformazione, inoltre, la documentazione di accompagnamento può essere resa disponibile attraverso i canali informatici, con regole analoghe e quelle comunitarie, fatto salvo il documento di trasporto che segue la fornitura.
C11.3.2. ACCIAIO PER CEMENTO ARMATO
C11.3.2.1 ACCIAIO PER CEMENTO ARMATO B450C
La norma stabilisce, preliminarmente, i valori nominali della tensione di snervamento fy,nom e di rottura ft,nom che possono essere utilizzati nel calcolo delle strutture.
Vengono quindi fissati i requisiti che gli acciai devono possedere per rispondere alle attese previste nel calcolo. Nella Tabella 11.3.1.b delle NTC si stabilisce infatti che i valori caratteristici con frattile 5%, fyk e ftk, ottenuti mediante prove su un numero significativo di saggi, non siano inferiori ai rispettivi valori nominali fissati, ovvero 450 N/mm² e 540 N/mm².
Per garantire le necessarie caratteristiche di duttilità, le NTC stabiliscono inoltre che:
- il valore caratteristico con frattile 10% del rapporto fra il valore della tensione di snervamento effettiva, riscontrata sulla barra, ed il valore nominale (fy/fy,nom)k non sia superiore a 1,25;
- il valore caratteristico con frattile 10% del rapporto fra il valore della tensione di rottura e la tensione di snervamento (ft/fy)k sia compreso fra 1,15 e 1,35;
- il valore caratteristico con frattile 10% dell’allungamento al massimo sforzo (Agt)k non sia inferiore al 7,5%.
Tutti i confronti di cui alla Tabella 11.3.1.b, basati sui valori caratteristici, sono quindi sostanzialmente demandati ai controlli che i Laboratori ufficiali effettuano negli stabilimenti di produzione, sia in fase di qualificazione iniziale che di verifica periodica della qualità.
I valori attesi nei controlli di cantiere sono invece definiti nel § 11.3.2.12 delle NTC.
Al fine di garantire l’idoneità alla piegatura e, quindi, la necessaria lavorabilità agli acciai da c.a. la norma stabilisce che le barre debbano essere piegate a 90° e poi raddrizzate, con opportuni raggi di curvatura stabiliti in base al diametro della barra stessa, senza che, dopo la prova, le barre mostrino rotture o incrinature visibili “ad una persona con visione normale o corretta”.
C11.3.2.2 ACCIAIO PER CEMENTO ARMATO B450A
Valgono le indicazioni di cui al § 11.3.2.1 delle NTC, fatti salvi i diversi valori richiesti in termini di duttilità, allungamento e lavorabilità.
C11.3.2.3 ACCERTAMENTO DELLE PROPRIETÀ MECCANICHE
In relazione alle prove sugli acciai deformati a freddo, si ribadisce che rientrano nelle categorie degli acciai deformati a freddo anche gli acciai forniti in rotoli, siano essi B450C o B450A, in quanto impiegati previa raddrizzatura meccanica. Le verifiche delle proprietà meccaniche devono essere pertanto effettuate dopo la raddrizzatura, su saggi mantenuti per 60 minuti a 100 ± 10 °C e successivamente raffreddati in aria calma a temperatura ambiente.
La prova di piegamento e raddrizzamento come indicato nella norma UNI EN ISO 15630-1:2010 può essere eseguita in un intervallo di temperatura compreso tra 10°C e 35 °C.
C11.3.2.4 CARATTERISTICHE DIMENSIONALI E DI IMPIEGO
La norma precisa che la sagomatura e/o l’assemblaggio possono avvenire:
- in cantiere, sotto la vigilanza della Direzione Lavori;
- in centri di trasformazione, solo se provvisti dei requisiti di cui al § 11.3.1.7 delle NTC.
Nel primo caso, per cantiere si intende esplicitamente l’area recintata del cantiere, all’interno della quale il Costruttore e la Direzione lavori sono responsabili dell’approvvigionamento e lavorazione dei materiali, secondo le competenze e responsabilità che la legge attribuisce a ciascuno.
Al di fuori dell’area di cantiere, tutte le lavorazioni di sagomatura e/o assemblaggio devono avvenire esclusivamente in Centri di trasformazione provvisti dei requisiti di cui al § 11.3.1.7 delle NTC.
C11.3.2.5 RETI E TRALICCI ELETTROSALDATI
Le NTC prevedono che la produzione di reti e tralicci elettrosaldati deve essere effettuata a partire da materiale di base qualificato.
Nel caso di reti e tralicci formati con elementi base prodotti nello stesso stabilimento, la marchiatura del prodotto finito può coincidere con quella dell’elemento base.
Nel caso di reti e tralicci formati con elementi base prodotti in altro stabilimento, deve essere apposta su ogni confezione di reti o tralicci un’apposita etichettatura con indicati tutti i dati necessari per la corretta identificazione del prodotto e del fabbricante delle reti e dei tralicci stessi. In questo caso il produttore provvede, ove possibile, ad apporre su ogni pannello o traliccio una apposita marchiatura che identifichi il produttore medesimo. La marchiatura di identificazione può essere anche costituita da sigilli o etichettature metalliche indelebili con indicati tutti i dati necessari per la corretta identificazione del prodotto, ovvero da marchiatura supplementare indelebile. In ogni caso, se si utilizza una propria marchiatura aggiuntiva di identificazione, questa deve essere identificabile in modo permanente anche dopo annegamento nel calcestruzzo. Laddove invece non fosse possibile tecnicamente applicare su ogni pannello o traliccio la marchiatura secondo le modalità sopra indicate, dovrà essere comunque apposta su ogni pacco di reti o tralicci un’apposita etichettatura con indicati tutti i dati necessari per la corretta identificazione del prodotto di base e del produttore. In questo caso il Costruttore al momento della fornitura deve verificare la presenza della predetta etichettatura ed il Direttore dei Lavori, al momento dell’accettazione, deve rilevarne i dati e fornirli al collaudatore che ne farà cenno nel Certificato di collaudo. In caso di assenza dell’etichettatura il Direttore dei lavori deve rifiutare la fornitura.
Il riferimento alla UNI EN ISO 17660 introdotto per le reti e i tralicci elettrosaldati è applicabile anche alle travi tralicciate in acciaio conglobate nel getto di calcestruzzo collaborante, di cui alle pertinenti Linee Guida del Consiglio Superiore dei Lavori Pubblici, con particolare riferimento alla categoria classificabile come gruppo b), ovvero alle “travi in calcestruzzo armato o precompresso”. Assume, infatti, particolare rilevanza il rispetto delle norme sulle saldature ed in particolare della UNI EN ISO 17660-1, quando le saldature delle barre sono “load-carrying”, ovvero direttamente interessate dal flusso di tensioni. Inoltre, in ogni caso non è ammissibile l’esecuzione di giunti testa-testa, mentre alle estremità delle travi, nelle cosiddette zone dissipative o zone critiche, è in ogni caso vietato l’uso di saldature per l’acciaio da c.a.
C11.3.2.8 ALTRI TIPI DI ACCIAI
C11.3.2.8.2 Acciai zincati
Per la zincatura, se effettuata in “sub-fornitura” in autonomi stabilimenti, va garantito un adeguato livello di integrazione dei Controlli di Produzione in Fabbrica tra produttore degli elementi base e zincatore. A questo scopo il produttore garantisce la qualifica del sub-fornitore della zincatura, secondo idonee procedure.
C11.3.2.10 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO NORMALE – BARRE E ROTOLI
C11.3.2.10.3 Controlli nei centri di trasformazione
La norma specifica chiaramente i controlli obbligatori che devono essere effettuati nei centri di trasformazione.
Tutte le prove indicate al § 11.3.2.10.3 delle NTC, sia sui rotoli che sulle barre, devono essere eseguite dopo le lavorazioni e le piegature atte a dare ad esse le forme volute per il particolare tipo di impiego previsto. Ciò non vuol dire che i saggi da sottoporre a prova debbano essere necessariamente ottenuti da ferri piegati e poi raddrizzati, bensì che il Direttore di stabilimento sceglie gli spezzoni di barra da prelevare da una sagoma opportuna nella quale sia presente comunque un tratto rettilineo di lunghezza idonea in accordo a UNIEN ISO 6892-1 (in genere superiore ad un metro), dal quale prelevare lo spezzone, non piegato, da sottoporre a prova.
L’annotazione circa l’effettuazione dei controlli di competenza “prima dell’invio in cantiere” discende dalla ovvia necessità di poter utilmente intervenire, in caso di esiti negativi delle prove, sulla singola fornitura prima che il materiale sia effettivamente impiegato e posto in opera.
Le criticità che possano presentarsi in situazioni di ritardo nell’inoltro della certificazione ufficiale da parte del laboratorio di cui all’art.59 del D.P.R. 380/01, sono risolvibili ad esempio attraverso l’implementazione di procedure che prevedano la redazione di rapporti di prova preliminari e il loro tempestivo inoltro al centro di trasformazione, ovvero la consegna del materiale al cantiere di destinazione con apposita clausola, o riserva, relativa al corretto utilizzo del materiale in accordo con la vigente normativa tecnica.
Si evidenzia l’importanza dell’obbligo di effettuare almeno un controllo per ogni giorno di lavorazione e la verifica del rispetto dei valori minimi riportati nella Tab. 11.3.VI a) – Valori di accettazione nei centri di trasformazione.
Le prove da effettuare, inoltre, per i rotoli devono sempre riguardare anche l’aderenza, con le modalità riportate nel par. 11.3.2.10.4 per la verifica delle singole partite ed in conformità alle UNI EN ISO 15630-1.
La norma prevede che analoghi controlli siano effettuati anche per il distacco al nodo saldato, evidentemente su reti e tralicci.
Poiché il successivo p.to 11.3.2.11 delle norme non indica specifiche frequenze per tale tipo di prova, sarà cura del singolo Centro predisporre al riguardo apposite Procedure/Istruzioni, tenendo presente quanto espressamente indicato dalla norma: un singolo risultato negativo sul primo prelievo comporta l’esame di 6 nuovi saggi dello stesso diametro, un ulteriore singolo risultato negativo comporta l’inidoneità della partita.
La compilazione del Registro per le prove di controllo interno deve essere curata direttamente dal Direttore di stabilimento, che lo firma per validazione; anche in caso di registro in formato elettronico, occorre la necessaria formalizzazione con metodi adeguati (firma elettronica).
C11.3.2.10.4 Prove di aderenza
Per quanto riguarda le prove di aderenza, la norma prevede l’obbligo, ai soli fini della qualificazione iniziale (fatte salve eventuali ripetizioni che dovessero rendersi necessarie nel corso della qualificazione), delle prove Beam-test da eseguirsi presso uno dei laboratori di cui all’art. 59 del D.P.R. n. 380/2001, estese ad almeno tre diametri scelti negli intervalli indicati al § 11.3.2.10.4, nel numero minimo di tre barre per diametro e da eseguirsi con le modalità specificate nella norma UNI EN 10080:2005.
Per le verifiche periodiche della qualità e per le verifiche delle singole partite, la norma conferma che non è richiesta la ripetizione delle prove di aderenza col metodo Beam-test quando se ne possa determinare la rispondenza mediante misure geometriche; ciò vale, comunque, con riferimento a barre simili, per tipologia, caratteristiche e gamma di diametri, alle barre che abbiano superato le prove Beam-test con esito positivo.
Nell’accertamento della rispondenza delle singole partite nei riguardi delle proprietà di aderenza, è stata introdotta la distinzione fra due tipologie di barre differenti sotto il profilo geometrico: l’acciaio nervato e l’acciaio dentellato, per i quali si può fare riferimento alla norma UNI EN ISO 15630-1:2010. Sostanzialmente:
- le barre di acciaio nervato, come è noto, sono caratterizzate da una sezione effettiva circolare, mentre le nervature sono posizionate al di fuori della predetta sezione effettiva;
- nelle barre di acciaio dentellate, o anche “improntate”, le nervature sono ottenute producendo delle impronte sulla sezione circolare piena, sicché la sezione effettiva che si ottiene ha una forma approssimativamente triangolare o quadrata, a seconda che le facce nervate siano rispettivamente tre o quattro.
C11.3.2.12 CONTROLLI DI ACCETTAZIONE IN CANTIERE
I controlli di accettazione in cantiere sono obbligatori. È opportuno che gli stessi siano effettuati prima della messa in opera del lotto di spedizione e comunque entro 30 giorni dalla data di consegna del materiale. Le prove, effettuate e certificate presso uno dei laboratori di cui all’art.59 del D.P.R. n. 380/2001, devono fornire valori di resistenza ed allungamento di ciascun saggio compresi fra i valori massimi e minimi riportati nella Tabella 11.3.VII a) delle NTC stesse.
Il campionamento è costituito da un prelievo di 3 saggi ogni 30 t di acciaio impiegato della stessa classe proveniente dallo stesso stabilimento o Centro di trasformazione, anche se con forniture successive. I 3 saggi di cui sopra devono essere dello stesso diametro, avendo cura di variare il diametro dei controlli successivi, nell’ambito della gamma impiegata.
Oltre alla verifica di quanto riportato nelle Tabelle 11.3.VII delle NTC e con riferimento al § 4.1.2.1.2.2 delle NTC, deve farsi presente, in merito al controllo del rapporto rottura/snervamento (ft/fy) che se il progettista ha adottato il modello costitutivo a) della relativa Figura 4.1.3, utilizzando un valore del rapporto di sovraresistenza k = (ft/fy)k maggiore di 1,15, il Direttore dei lavori deve accertare, mediante le previste prove di accettazione in cantiere e, se necessario, anche mediante prove aggiuntive, che il valore caratteristico del rapporto ft/fy risulti non inferiore a quello stabilito dal progettista.
È sempre opportuno che i diversi valori del rapporto snervamento/snervamento nominale (fy/fy,nom), determinato sui singoli saggi, vengano riportati nei certificati rilasciati dai laboratori di cui all’art.59 del D.P.R. n. 380/2001, in relazione al comportamento strutturale di progetto (non-dissipativo o dissipativo) e alla classe di acciaio utilizzata. Il Direttore dei lavori deve infatti accertare, mediante le previste prove di cantiere e, se necessario, anche mediante prove aggiuntive, che il valore del predetto rapporto snervamento/snervamento nominale (fy/fy,nom) risulti sempre non minore di 0.94 (fy,min ≥ 425 N/mm²) e non maggiore di 1,27 ( fy,max ≤ 425 N/mm²).
C11.3.3. ACCIAIO PER CALCESTRUZZO ARMATO PRECOMPRESSO
C11.3.3.5 PROCEDURE DI CONTROLLO PER ACCIAI DA CEMENTO ARMATO PRECOMPRESSO
C11.3.3.5.2.1 Prove di qualificazione
La norma prevede che le prove per la determinazione di r, L, D e t, siano eseguite nel laboratorio di cui all’art. 59 del D.P.R. n. 380/2001. Qualora per ragioni tecniche, economiche o logistiche, il laboratorio, in accordo con il Fabbricante, ritiene necessario effettuare le suddette prove presso lo stabilimento di produzione, si applicano i principi dell’articolo 46 del CPR e, pertanto, dovrà essere trasmessa preventiva richiesta al Servizio Tecnico Centrale, indicando le motivazioni ed allegando la procedura operativa che descriva in modo dettagliato l’apparecchiatura di prova utilizzata e le modalità di conduzione della prova stessa.
Quanto sopra si applica anche nel caso delle Prove di verifica della qualità finalizzate alla determinazione di r, D e t e per la valutazione della resistenza a fatica, di cui al §11.3.3.5.2.3.
C11.3.3.5.6 Prodotti zincati.
Per la zincatura, se effettuata in “sub-fornitura” in autonomi stabilimenti, va garantito un adeguato livello di integrazione dei Controlli di Produzione in Fabbrica tra produttore degli elementi base e zincatore. A questo scopo il produttore garantisce la qualifica del sub-fornitore della zincatura, secondo idonee procedure.
C11.3.4. ACCIAIO PER STRUTTURE METALLICHE E PER STRUTTURE COMPOSTE
C11.3.4.1 GENERALITÀ
Per la zincatura, se effettuata in sub-affidamento in autonomi stabilimenti, va garantito un adeguato livello di integrazione dei Controlli di Produzione in Fabbrica tra produttore degli elementi base e zincatore. A questo scopo il produttore garantisce la qualifica del sub-affidatario della zincatura, secondo idonee procedure.
C11.3.4.5 PROCESSO DI SALDATURA
Il “Costruttore”, citato nel presente paragrafo delle NTC, è la figura, prevista nel D.P.R. 380/01, che esegue l’opera, coincide quindi con l’impresa che in cantiere, sotto la responsabilità e la vigilanza del Direttore dei lavori, procede all’assemblaggio della varie componenti metalliche, realizzando ad esempio l’intero scheletro strutturale di una costruzione, ovvero una parte di esso.
C11.3.4.6 BULLONI E CHIODI
Gli elementi di collegamento impiegati nelle unioni a taglio devono soddisfare i requisiti di cui alla norma armonizzata UNI EN 15048-1 e recare la relativa marcatura CE, con le specificazioni di cui al punto A del § 11.1.
Come previsto dalle NTC, per quanto attiene bulloni e chiodi, il Direttore dei Lavori deve effettuare i controlli di accettazione almeno su 3 campioni ogni 1500 pezzi impiegati; il numero di campioni, prelevati e provati nell’ambito di una stessa opera, non può comunque essere inferiore a tre. Per opere per la cui realizzazione è previsto l’impiego di una quantità di pezzi non superiore a 100, il numero di campioni da prelevare è stabilito dal Direttore dei Lavori. Sui 3 campioni devono in genere eseguite prove a strappo sul bullone; qualora i risultati dovessero presentare qualche criticità, si consiglia di estendere le prove prelevando ulteriori 4 campioni sui quali eseguire:
- su tre viti: una prova di trazione verticale, una prova di taglio o rescissione, una prova di tenacità;
- su tre dadi: una prova di carico, una prova di durezza, una prova di allargamento;
- sul quarto bullone: una ulteriore prova di strappo.
C11.3.4.10 CENTRI DI TRASFORMAZIONE E CENTRI DI PRODUZIONE DI ELEMENTI SERIALI IN ACCIAIO
Agli stabilimenti che producono o lavorano esclusivamente elementi in acciaio per carpenteria metallica in ottemperanza ad una norma europea armonizzata, si applica il p.to 11.1, caso A), in conformità alla corrispondente norma armonizzata; per essi si rimanda a quanto indicato al p.to 11.3.4.1 . E’ questo il caso dei fabbricanti che producono componenti e kit in ottemperanza alle UNI EN 1090-1,delle officine di produzione dei bulloni in ottemperanza alle UNI EN 14399 e UNI EN 15408 e dei chiodi in ottemperanza alle UNI EN 10263. Tali stabilimenti, pur effettuando lavorazioni che concettualmente rientrano nelle definizioni elencate al p.to 11.3.4.10, non sono evidentemente soggetti alle prescrizioni ivi riportate in quanto la loro attività è riferita unicamente a materiali e prodotti coperti da una EN armonizzata.
Pertanto, l’ambito di applicazione del p.to 11.3.4.10 riguarda unicamente gli stabilimenti o impianti che impiegano materiali, prodotti e/o componenti strutturali per i quali non sia applicabile la marcatura CE, oppure che realizzano una lavorazione in subfornitura per conto del costruttore e, pertanto, non immettono prodotti lavorati direttamente nel mercato.
Nelle attività di questi stabilimenti o impianti si individuano le seguenti principali casistiche:
- Officine per la produzione di chiodi e bulloni: laddove essi intendano realizzare elementi che non rispondono alle caratteristiche di cui al p.to 11.3.4.6, devono preliminarmente provvedere alla qualificazione dei loro prodotti secondo quanto indicato al p.to 11.1-caso B), con le procedure di qualificazione indicate al p.to 11.3.1.2;
- Centri di produzione di prodotti formati a freddo e lamiere grecate: i materiali soggetti a lavorazione sono quelli oggetto delle norme armonizzate citate nel Capitolo 11.3.4.1 delle NTC e delle altre norme citate al punto 11.3.4.10 delle NTC. Laddove si effettuassero lavorazioni su materiali diversi da questi, il centro deve preliminarmente provvedere alla qualificazione dei loro prodotti secondo quanto indicato al punto 11.1-caso B delle NTC), con le procedure di qualificazione indicate al punto 11.3.1.2 delle NTC;
- Officine di produzione di elementi strutturali: gli elementi seriali da essi fabbricati sono qualificabili quali elementi finiti di cui al p.to 11.3.1.2 e la loro conformità sarà valutata secondo quanto indicato al p.to 11.1-caso B), con le procedure di qualificazione indicate al p.to 11.3.1.2;
- Centri di prelavorazione/servizio e officine di produzione di carpenteria metallica: normalmente tali impianti realizzano lavorazioni in sub-fornitura per conto del costruttore, su materiali marcati CE, quindi non immettono prodotti lavorati direttamente sul mercato. Quando tali impianti ricevono elementi base (prodotti lunghi e/o piani) che non sono marcati CE in quanto non soggetti a norma armonizzata, devono preliminarmente verificare che tali elementi siano dotati di idonea qualificazione ai sensi del p.to 11.1-caso B, secondo le procedure di qualificazione indicate al p.to 11.3.1.2; in mancanza di tale qualificazione, il materiale base non può essere lavorato ed i prodotti strutturali da essi realizzati non possono essere impiegati.
C11.3.4.11 PROCEDURE DI CONTROLLO SU ACCIAI DA CARPENTERIA
C11.3.4.11.2 Controlli nei centri di trasformazione e nei centri di produzione di elementi tipologici in acciaio
C11.3.4.11.2.1 Centri di produzione di lamiere grecate e profilati formati a freddo
Per la realizzazione di profilati formati a freddo e di lamiere grecate possono essere impiegati nastri o piatti di acciai conformi sia alle UNI EN 10025 (di cui al § 11.3.4.1 delle NTC) sia alle UNI EN 10149 ed alle UNI EN 10326 (di cui al § 11.3.4.11.2 delle NTC).
Gli acciai conformi alla norma europea armonizzata UNI EN 10025, recanti la marcatura CE, ai quali si applica il sistema di controllo 2+, devono essere dotati della documentazione di cui al punto A del § 11.1 delle NTC.
Altri tipi di acciaio, seppure conformi ad eventuali norme europee non armonizzate, devono essere sottoposti ai procedimenti di qualifica e devono essere dotati della documentazione di cui al punto B del § 11.1 delle NTC.
Gli acciai per la realizzazione di profilati formati a freddo e di lamiere grecate devono appartenere ai gradi da S 235 ad S 460 compresi.
Per gli acciai da qualificare secondo il punto B del § 11.1 delle NTC, si possono assumere nei calcoli i valori nominali delle tensioni caratteristiche di snervamento fyk e rottura ftk riportati nella seguente tabella C11.3.4.11.2.I. Tali acciai potranno essere impiegati nella gamma di spessori da 0,6 a 15 mm compresi.
Tabella C11.3.4.11.2.I
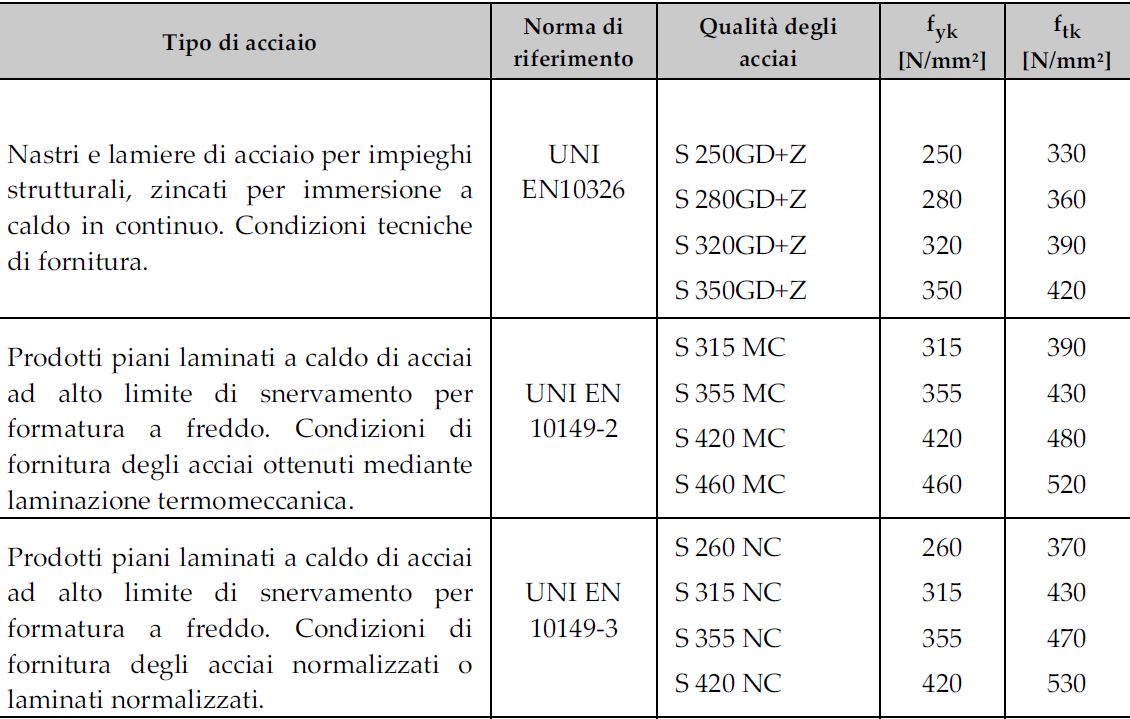
I raggi interni di piegatura dei profilati formati a freddo e delle lamiere grecate devono rispettare le seguenti limitazioni:
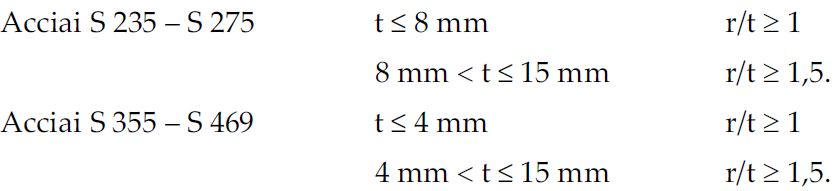
C11.3.4.11.3 Controlli di accettazione in cantiere
In merito ai criteri di valutazione dei risultati dei controlli di accettazione, che la norma prevede siano adeguatamente stabiliti dal Direttore dei lavori, può farsi riferimento ai valori minimi garantiti dal produttore, indicati nelle pertinenti norme europee armonizzate di riferimento, ove disponibili.
C11.4. ANCORANTI PER USO STRUTTURALE E GIUNTI DI DILATAZIONE
Le NTC stabiliscono che per la qualificazione ed identificazione degli ancoranti e dei giunti di dilatazione stradale per uso strutturale si applica quanto specificato al punto C) del § 11.1, sulla base, rispettivamente, delle Linee guida di benestare tecnico europeo ETAG 001 ed ETAG 032.
Dette Linee Guida ETAG possono essere impiegate, ai sensi dell’articolo 66(3) del CPR, come Documenti per la Valutazione Europea (EAD)fino all’eventuale emanazione, da parte dell’EOTA, degli EAD che sostituiranno, rispettivamente, le suddette Linee Guida ETAG 001 e/o ETAG 032.
C11.5. SISTEMI DI PRECOMPRESSIONE A CAVI POST-TESI E TIRANTI DI ANCORAGGIO
C11.5.1. SISTEMI DI PRECOMPRESSIONE A CAVI POST TESI
Le NTC stabiliscono che per la qualificazione ed identificazione dei sistemi di precompressione a cavi post-tesi si applica quanto specificato al punto C) del § 11.1.
Nel caso di marcatura CE basata su ETA, come per le eventuali prove di accettazione, si applica la Linea Guida ETAG 013. Detta Lina Guida ETAG può essere impiegata, ai sensi dell’articolo 66(3) del CPR, come Documento per la Valutazione Europea (EAD) fino all’eventuale emanazione, da parte dell’EOTA, degli EAD che sostituiranno le suddette Linee Guida ETAG013.
C11.6. APPOGGI STRUTTURALI
Per gli appoggi ricadenti nel campo di applicazione delle norme europee armonizzate della serie UNIEN 1337 il Direttore dei Lavori dovrà verificare che il prodotto sia dotato di marcatura CE rilasciata in conformità alla pertinente norma armonizzata, nonché la corrispondenza della relativa documentazione con il prodotto in accettazione e lo specifico uso previsto. Per tutti gli usi strutturali si applica il Sistema di Valutazione e Verifica della Costanza della Prestazione 1 ed il fabbricante dichiara le caratteristiche tecniche di prodotto elencate nelle Appendici ZA delle relative norme armonizzate.
Nel caso di appoggi strutturali non ricadenti, o non completamente ricadenti, nel campo di applicazione di una delle norme europee armonizzate della serie UNI EN 1337, si applica il caso C) del §11.1.
Per gli appoggi ad uso strutturale, quindi, non ha più validità l’attestato di deposito della documentazione presso il Servizio Tecnico Centrale, effettuata, per i prodotti o sistemi che direttamente influiscono sulla sicurezza e la stabilità degli impalcati stradali e ferroviari e che rientrano nelle pertinenze di esercizio di cui al punto a) della Circolare Min. LL.PP. n.2357 del 16/5/96.
Ai fini dell’impiego, il Direttore dei Lavori dovrà anche verificare, in fase di accettazione, la presenza della documentazione di qualificazione e del manuale contenente le specifiche tecniche di posa in opera, nonché, in fase di esecuzione, curare che l’istallazione avvenga in coerenza con le dette specifiche.
C11.7. MATERIALI E PRODOTTI A BASE DI LEGNO
C11.7.1 GENERALITÀ
Per quanto riguarda la qualificazione ed identificazione dei differenti materiali o prodotti a base di legno, si rimanda a quanto indicato alle casistiche A, B e C come indicato al §. 11.1 delle NTC.
Sia per i prodotti oggetto di marcatura CE (secondo i casi A e C del par. 11.1), che per i materiali oggetto di procedura di qualificazione nazionale (caso B del par. 11.1) o di Certificato di Valutazione Tecnica (Caso C del par. 11.1) valgono gli obblighi di denuncia di attività definite per i centri di lavorazione di cui il par. 11.7.10.1 delle medesime NTC.
C11.7.2 LEGNO MASSICCIO
C11.7.2.1 LEGNO MASSICCIO CON SEZIONE RETTANGOLARE
I prodotti in legno massiccio a sezione rettangolare devono essere oggetto di una classificazione secondo la resistenza, al fine di assegnare ad ogni singolo segato una classe di resistenza, usualmente coerente con quanto proposto dalla UNI EN 338.
C11.7.2.2 LEGNO MASSICCIO CON SEZIONI IRREGOLARI
Per legno massiccio con sezione irregolare si intendono quei prodotti che, per geometria della sezione e/o per rastremazione del fusto, non rientrano all’interno del campo di applicazione della UNI EN 14081-1. Per tali prodotti, quali ad esempio le travi “uso Fiume” o “uso Trieste”, in assenza di una specifica Valutazione Tecnica Europea (ETA) si applicano le procedure di qualificazione previste nel § 11.7.10 delle NTC.
Ai fini della classificazione del materiale, in assenza di specifiche regole (ad. es UNI 11035-3), si potrà fare riferimento a quanto previsto per gli elementi a sezione rettangolare, senza considerare le prescrizioni sugli smussi e sulla variazione della sezione trasversale, purché nel calcolo si tenga conto dell’effettiva geometria delle sezioni trasversali.
C11.7.3 LEGNO STRUTTURALE CON GIUNTI A DITA
Gli elementi in legno massiccio giuntati “a tutta sezione” devono essere conformi alla norma armonizzata UNI EN 15497 e non possono essere usati per opere in Classe di servizio 3.
C11.7.4. LEGNO LAMELLARE INCOLLATO E LEGNO MASSICCIO INCOLLATO
I prodotti in legno lamellare e di legno massiccio incollato devono essere sottoposti a marcatura CE in accordo alla UNI EN 14080.
Per il legno lamellare incollato e il legno massiccio incollato, realizzati con legno di latifoglia (o prodotti realizzati attraverso l’impiego di specie non elencate all’interno della Norma Armonizzata UNI EN 14080),si dovrà fare riferimento al caso C) del §11.1.
C11.7.5 PANNELLI A BASE DI LEGNO
Ai pannelli in compensato di tavole, non compresi nel campo di applicazione della UNI EN 13986 o in assenza di altra specifica norma armonizzata, si applica il caso C) di cui al §11.1 delle NTC. I Certificati di Valutazione Tecnica sono rilasciati sulla base dei criteri contenuti nelle “Linee Guida per l’Impiego di prodotti, materiali e manufatti innovativi in legno per uso strutturale”.
Pannelli chiodati o assemblati mediante cambre, viti o altri sistemi che non prevedano l’utilizzo di adesivi non sono assimilabili ai pannelli di cui sopra e devono risultare conformi a specifici EAD/ETA o, in alternativa, qualificati tramite Certificati di Valutazione Tecnica rilasciati dal Servizio Tecnico Centrale, così come altresì previsto dal p.to C del § 11.1 delle NTC.
C11.7.8 ELEMENTI MECCANICI DI COLLEGAMENTO
In presenza di azioni sismiche e con particolare riferimento al § 7.7.5.2. delle NTC, il fabbricante, al fine di garantire le prestazioni previste nei confronti del comportamento a carichi ciclici degli elementi meccanici di collegamento di cui al par. 11.7.10.2, dovrà fare riferimento ai criteri e alle modalità di prova pertinenti indicati nella UNI EN 14592 o nelle altre specifiche tecniche applicabili.
C11.7.10 PROCEDURE DI IDENTIFICAZIONE, QUALIFICAZIONE E ACCETTAZIONE
C11.7.10.1 FABBRICANTI E CENTRI DI LAVORAZIONE
Il fabbricante deve assicurare un sistema di controllo della produzione in fabbrica, tale da poter attribuire al prodotto i coefficienti parziali di sicurezza di cui al § 4.4.6 delle NTC.
Qualora il fabbricante intendesse attribuire il tipo di legname alla colonna B della tabella 4.4.III delle NTC, nella documentazione di accompagnamento delle forniture deve essere fatto esplicito riferimento ai coefficienti di variazione calcolati in fase di caratterizzazione fisico-meccanica dei prodotti.
Per la qualificazione di elementi “legname a sezione irregolare” il produttore deve dare evidenza:
- dei processi di selezione e classificazione del materiale base;
- della competenza del classificatore e del corretto stoccaggio del materiale (sia questo tondo che segato), descrivendo altresì ogni passaggio produttivo in modo da assicurare la tracciabilità di prodotto in funzione della sua provenienza e del tipo di legname impiegato.
Allo stesso modo devono essere assicurate le tolleranze dei prodotti immessi sul mercato secondo quanto definito dalla UNI EN 336.
Per la denuncia di attività, il centro di lavorazione deve dare evidenza:
- delle tipo di lavorazione effettuate e del rispetto delle dimensioni così come previsto in sede di progetto tenendo conto delle tolleranze indicate nelle specifiche tecniche di riferimento;
- dei controlli e delle misure adottate al fine di non compromettere la conformità del prodotto definita dal produttore;
- dei sistemi di tracciabilità adottati e della opportuna formazione del personale nell’utilizzo dei macchinari presenti in azienda.
Gli Attestati di produzione di elementi strutturali in legno (uso Fiume, uso Trieste e tavolato strutturale con profilo maschio - femmina), già rilasciati ai sensi delle precedenti NTC 2008, cessano di avere validità allo scadere dei cinque anni dall’entrata in vigore delle NTC 2018. Alla scadenza occorrerà inoltrare apposita istanza di rinnovo, pagando le relative tariffe indicate dal D.M. 267/2012.
In relazione ai termini di rinnovo annuale i titolari degli Attestati di Produzione dovranno confermare la loro attività entro il 31 Dicembre di ogni anno, allegando documentazione attestante i controlli di produzione effettuati nell’anno precedente.
Gli Attestati di denuncia attività dei centri di lavorazione continuano ad essere senza scadenza; ne consegue che i precedenti attestati rilasciati ai sensi delle NTC 2008 continueranno ad essere validi anche per le nuove NTC 2018.
Per quanto riguarda le procedure di rinnovo degli attestati di qualificazione, l’istanza va trasmessa almeno sessanta giorni prima della scadenza del periodo di validità dell’Attestato, corredata di tutta la documentazione prevista per l’avvio della procedura di qualificazione, secondo l’elenco aggiornato reso disponibile dal Servizio e come previsto al § 11.7.10.1, nonché della ricevuta di avvenuto pagamento delle tariffe previste per il rilascio dell’attestato. Per quanto riguarda la documentazione rimasta invariata, si deve comunque produrre una dichiarazione che ne attesti la permanenza della validità, con relativo elenco esplicativo.
Per quanto riguarda i Corsi di formazione e di Aggiornamento per “Direttori tecnici della produzione”, si rammenta che “appositi corsi” di formazione erano già stati introdotti con le precedenti NTC 2008; sono ora previsti anche i Corsi di aggiornamento, a cadenza triennale, aventi carattere obbligatorio: ne consegue che i Direttori che abbiano già seguito un Corso di formazione, in caso di mancato aggiornamento, vedranno decadere la loro qualificazione di Direttore. Gli attestati di partecipazione rilasciati ai sensi delle precedenti NTC 2008, cessano di avere validità al termine di tre anni dalla data di entrata in vigore dell’attuale “Aggiornamento delle Norme tecniche per le costruzioni”, ovvero al 20 marzo 2021. Tutti i Corsi di formazione dovranno essere preventivamente approvati dal STC, a seguito di una valutazione ed esame delle richieste avanzate dalle società ed enti organizzatori dei corsi medesimi.
C11.7.10.1.1 Identificazione e rintracciabilità dei prodotti qualificati
Il costruttore resta comunque responsabile della qualità degli elementi strutturali in legno posti in opera, qualità che sarà controllata dal Direttore dei Lavori secondo le procedure di cui al § 11.7.10.2. Lo stesso costruttore, nell’ambito delle proprie responsabilità, prima dell’inizio della costruzione dell’opera, deve acquisire idonea documentazione relativa ai componenti, per ciascun elemento strutturale in legno da utilizzare, al fine di ottenere le prestazioni indicate nel progetto. Tale documentazione dovrà essere comprensiva sia della fase di produzione come da §. 11.1 (casi A, B o C) che di quella di centro di lavorazione come da § C11.7.10.1. Inoltre ai fini della rintracciabilità dei prodotti, il costruttore deve assicurare la conservazione della medesima documentazione, unitamente a marchiature o etichette di riconoscimento, fino al completamento delle operazioni di collaudo statico.
C11.7.10.2 CONTROLLO DI ACCETTAZIONE IN CANTIERE
Il direttore lavori effettua i controlli di seguito descritti:
- per gli elementi in legno massiccio oggetto di una classificazione a vista, il direttore lavori esegue una ripetizione della classificazione secondo la resistenza con la stessa regola utilizzata in stabilimento sul almeno il 5% del materiale fornito;
- per gli elementi in legno massiccio oggetto di una classificazione a macchina, il direttore lavori esegue una ripetizione della classificazione in accordo ai requisiti per l’ispezione a vista supplementare così come riportato all’interno della UNI EN 14081-1.
Inoltre:
- In relazione ad elementi lineari o planari che devono essere incorporati in pacchetti costruttivi atti a definire la stratigrafia di strutture opache orizzontali, verticali e coperture assemblate in situ, non ventilati, il Direttore Lavori è opportuno che provveda ad assicurarsi che l’umidità degli elementi portanti al momento della chiusura della stratigrafia interessata sia inferiore o uguale al 18%. Tale controllo dovrà interessare almeno il 10% del materiale strutturale fornito ed essere uniformemente distribuito su tutta la fornitura messa in opera.
- In relazione ai collegamenti il Direttore Lavori dovrà assicurarsi che le distanze degli elementi di collegamento (dai bordi o dalle estremità degli elementi lignei, e gli interassi tra i medesimi elementi), siano quelle indicate nel progetto. Può essere prevista una tolleranza sulle distanze indicate in sede di progetto al massimo pari al 5%.
- Per gli elementi meccanici di collegamento all'interno delle zone dichiarate quali dissipative, secondo quanto indicato nel § 7.7.1, qualora non ne sia definito il comportamento a carichi ciclici secondo le specifiche tecniche applicabili, il Direttore Lavori esegue prove meccaniche di accettazione in ragione della criticità, della differenziazione e numerosità, come altresì riportato nel § 11.7.10.2.
In relazione ai controlli di accettazione in cantiere su elementi strutturali in legno il Direttore lavori può fare altresì utile riferimento a metodi di classificazione misti, attuati tramite l’utilizzo di strumenti portatili di ausilio alla classificazione a vista e a quanto previsto dal rapporto tecnico UNI TR 11499.
C11.8. COMPONENTI PREFABBRICATI IN C.A. E C.A.P.
C11.8.1. GENERALITÀ
Per quanto riguarda la qualificazione ed identificazione degli specifici materiali o prodotti, si applicano, in relazione agli specifici prodotti, i casi A), B) o C) previsti al § 11.1 delle NTC, secondo quanto di seguito precisato:
- Se è disponibile una norma armonizzata (caso A del § 11.1) il cui riferimento è riportato in GUUE, al termine del periodo di coesistenza, è possibile l’impiego di tale prodotto solo in presenza della prevista documentazione di marcatura CE e Dichiarazione di Prestazione, così come altresì definito dal Capo II del CPR). In tal caso non si applicano le procedure di qualificazione così come riportato nel § 11.8.4 delle medesime NTC;
- Se il prodotto è coperto da una norma europea armonizzata, pubblicata GUUE ma per la quale non sia ancora terminato il periodo di coesistenza, il produttore può optare alternativamente per la procedura di qualificazione nazionale riportata nel § 11.8.4 delle NTC, (caso B), oppure per la marcatura CE (caso A);
- Qualora il prodotto sia oggetto di una Valutazione Tecnica Europea (ETA), sulla base di un Documento di Valutazione Tecnica Europea (EAD) pubblicato sulla GUUE, in accordo al Capo IV del CPR, il produttore appone la marcatura CE in accordo alla specifica tecnica applicabile (ETA). In alternativa all’iter di Valutazione Tecnica Europea (ETA), un produttore può definire la conformità del proprio prodotto anche sulla base di Linee guida approvate dal Consiglio Superiore dei Lavori Pubblici (ove disponibili) al fine di ottenere un “Certificato di Valutazione Tecnica”.
- Negli altri casi si applica la procedura di qualificazione nazionale riportata nel § 11.8.4 delle NTC, (caso B del § 11.1). Le disposizioni di cui ai §§ 11.8.1, 11.8.2 ed 11.8.3 delle Norme Tecniche per le Costruzioni si intendono estese anche agli elementi prefabbricati di cui al p.to C del § 11.1, per i quali sia stato rilasciato un Certificato di Idoneità Tecnica all’impiego (CIT) rilasciato dal Servizio Tecnico Centrale.
La procedura di qualificazione degli elementi prefabbricati comprende anche le fasi intermedie di produzione, quali quelle di produzione del calcestruzzo e di lavorazione dei ferri di armatura. Pertanto, nell’ambito del sistema di controllo della produzione devono essere predisposte apposite e dettagliate “procedure” ed “istruzioni” anche relative a tali aspetti operativi.
Inoltre, di regola, salvo produzioni di elementi secondari e se appositamente autorizzate dal Servizio Tecnico Centrale, la produzione di elementi di serie non può prescindere dalla effettiva produzione del calcestruzzo, nella stessa sede dello stabilimento di prefabbricazione; la mancanza o il non utilizzo di idonei impianti per la conservazione delle materie prime e di un impianto di betonaggio interno allo stabilimento costituiscono, nella maggior parte dei casi, condizioni ostative per la qualificazione dello stabilimento e dei prodotti, in quanto elementi significativi ai fini della valutazione complessiva della validità dell’intera organizzazione del processo produttivo e del sistema di controllo della produzione, requisiti espressamente richiesti dai §§ 11.8.1 e segg. delle NTC. In altri termini, il fatto di delegare i principali fattori di produzione al confezionatore esterno del calcestruzzo, fa venire meno, per un produttore di serie, i presupposti stessi della presenza di un processo produttivo opportunamente organizzato e del mantenimento di un adeguato livello di affidabilità nella produzione del calcestruzzo, secondo il dettato dei §§ 11.8.1 ed 11.8.2 delle NTC.
Conseguentemente, lo stabilimento deve essere anche in possesso di adeguate apparecchiature per il confezionamento del calcestruzzo e la conservazione dei relativi provini, nonché di attrezzature idonee a provare, valutare e correggere la qualità del prodotto. Laddove sia utilizzato un processo automatico di produzione e controllo del calcestruzzo, occorre specificare e dare evidenza dei sistemi interni di controllo e gestione presenti nel sistema automatizzato.
Gli elementi costruttivi di produzione occasionale di cui ai §§ 4.1.10 e 11.8 delle NTC sono quelli prodotti in stabilimenti temporanei, esterni rispetto allo specifico cantiere per il quale sono allestiti, o anche in impianti permanenti, seppure dedicati in via principale alla produzione di serie. Tali elementi devono essere comunque realizzati attraverso processi sottoposti ad un sistema di controllo della produzione, certificato da ente terzo (come specificato al § 11.8.3 delle NTC). A tale proposito si precisa che detta certificazione non è necessario che sia relativa all’intero sistema di gestione della qualità dell’azienda, ma è sufficiente che sia riferita alla gestione che sovraintende allo specifico “sistema di controllo della produzione”
Inoltre, essendo a tutti gli effetti assimilabili a normali cantieri edilizi, gli “stabilimenti di produzione occasionale” sono soggetti a tutti i controlli prescritti nei §§ 11.2 e 11.3 delle NTC, in particolare per quanto riguarda i calcestruzzi prodotti ed i controlli sui ferri di armatura. Inoltre, ai sensi del § 4.1.10.3, per quanto riguarda la produzione degli elementi prefabbricati, detti stabilimenti “occasionali” sono soggetti alla supervisione tecnica del Direttore dei lavori dell’opera di destinazione dei medesimi elementi prefabbricati. In tal senso è anche compito del Direttore dei lavori far eseguire gli usuali controlli di accettazione previsti dalle norme; ciò indipendentemente dal soggetto al quale è attribuito il costo delle prove stesse, secondo gli accordi contrattuali.
Per la produzione occasionale non è previsto alcun adempimento, né tecnico né amministrativo, nei confronti del Servizio Tecnico Centrale.
La produzione occasionale non può, in nessun caso, essere riferita a manufatti coperti da norma armonizzata, per la quale sia terminato il periodo di coesistenza.
I manufatti prefabbricati “a piè d’opera”, cioè all’interno dello stesso cantiere dell’opera di destinazione, sono realizzati sotto la piena responsabilità del Direttore dei lavori dell’opera di destinazione.
Laddove il produttore di elementi prefabbricati commercializzi direttamente anche il calcestruzzo prodotto con processo industrializzato ovvero ferri di armatura lavorati, allora dovranno essere applicate, per tali lavorazioni, distinte procedure di qualificazione relative alla produzione del calcestruzzo con processo industrializzato (§ 11.2.8 delle NTC) ed ai centri di lavorazione di elementi in acciaio (§ 11.3.1.7 delle NTC).
C11.8.3. CONTROLLO DI PRODUZIONE
Per quanto riguarda il Registro di Produzione del calcestruzzo ed il Registro dei controlli sull’acciaio d’armatura, fa capo al Direttore di stabilimento la responsabilità di quanto viene trascritto su detti Registri. La trascrizione materiali e dei dati può anche essere effettuata da un tecnico di fiducia espressamente delegato dal direttore di stabilimento.
Nel caso, assai frequente, in cui nello stabilimento si effettuino operazioni di saldatura strutturale o operazioni di lavorazione e sagomatura sugli acciai d’armatura, le NTC indicano il tipo e la frequenza di prove da effettuare, al fine di verificare che le lavorazioni non alterino le caratteristiche originarie del materiale. Come precisato nelle NTC, tali prescrizioni si intendono riferite unicamente agli acciai destinati alla realizzazione dei manufatti prefabbricati per i quali non sia applicabile la marcatura CE.
Laddove vengano effettuate lavorazioni su acciai d’armatura non destinati ai manufatti prodotti ma ad una commercializzazione autonoma degli acciai stessi, per tale attività lo stabilimento è assimilato a tutti gli effetti quale centro di trasformazione ai sensi del § 11.3.1.7 delle Norme tecniche.
C11.8.4. PROCEDURE DI QUALIFICAZIONE
C11.8.4.2 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE DICHIARATA
Per quanto riguarda le procedure di rinnovo degli attestati di qualificazione, l’istanza va trasmessa almeno sessanta giorni prima della scadenza del periodo di validità dell’Attestato, corredata di tutta la documentazione prevista per l’avvio della procedura di qualificazione, secondo l’elenco aggiornato reso disponibile dal Servizio, compresi gli elaborati relativi all’attività svolta, di cui al § 11.8.4.2, nonché della ricevuta di avvenuto pagamento delle tariffe previste per il rilascio dell’attestato. Per quanto riguarda la documentazione rimasta invariata, si deve comunque produrre una dichiarazione che ne attesti la permanenza della validità, con relativo elenco esplicativo.
C11.8.4.3 QUALIFICAZIONE DELLA PRODUZIONE IN SERIE CONTROLLATA
La procedura di qualificazione in serie controllata, per cui le NTC prevedono il rilascio di Certificato di Valutazione Tecnica, è analoga a quella adottata secondo il D.M. 14.01.2008.
Per quanto riguarda le procedure di rinnovo dei Certificati di Valutazione Tecnica, l’istanza va trasmessa almeno sessanta giorni prima della scadenza del periodo di validità dell’Attestato, corredata di tutta la documentazione prevista per l’avvio della procedura di qualificazione, secondo l’elenco aggiornato reso disponibile dal Servizio e come previsto al § 11.8.4.3, nonché della ricevuta di avvenuto pagamento delle tariffe previste per il rilascio dell’attestato. Per quanto riguarda la documentazione rimasta invariata, si deve comunque produrre una dichiarazione che ne attesti la permanenza della validità, con relativo elenco esplicativo.
C11.8.5. DOCUMENTI DI ACCOMPAGNAMENTO
Le disposizioni di questo punto si applicano puntualmente ai manufatti prefabbricati non rientranti nel campo di applicazione delle norme europee armonizzate. Si rammenta, tuttavia, che al § 11.8.1 si precisa che, ai fini dell’impiego, i manufatti coperti da UNI EN armonizzate devono comunque rispettare i §§ 11.8.2, 11.8.3.4 ed 11.8.5, laddove applicabili e per quanto non in contrasto con le specifiche tecniche europee armonizzate.
Per quanto riguarda i documenti che devono corredare la singola fornitura di manufatti prefabbricati, si precisa inoltre quanto segue.
Il certificato di origine firmato dal fabbricante, di cui al p.to e) dell’elenco, nel caso dei manufatti prodotti in serie controllata coincide con il Certificato di valutazione tecnica di cui al p.to 11.8.4.3; per i manufatti di tipo occasionale, il certificato d’origine può essere utilmente sostituito dalla copia del certificato del sistema di controllo che sovraintende al processo di fabbricazione, di cui al p.to 11.8.3.
Il punto f) indica che devono essere allegate anche le copie dei certificati relativi alle prove effettuate da un laboratorio incaricato ai sensi dell’art. 59 del D.P.R. n. 380/2001. Tali certificati sono quelli relativi ai prelievi di calcestruzzo destinati al controllo di tipo A, di cui al p.to 11.8.3.1 delle norme, ma anche alle prove effettuate sugli acciai d’armatura: p.to 11.8.3.1 per le produzioni di serie; p.to 11.3.2.12 (barre d’armatura, reti e tralicci; 11.3.3.5.4 c.a.p.) per produzioni occasionali.
C11.8.6. DISPOSITIVI MECCANICI DI COLLEGAMENTO
Le NTC prevedono che i dispositivi meccanici che garantiscono il collegamento fra elementi prefabbricati, siano dotati di marcatura CE ai sensi del § 11.1, caso A), oppure, ai sensi del § 11.1, caso C), di Marcatura CE sulla base della pertinente “Valutazione Tecnica Europea” (ETA), o ancora, di un “Certificato di Valutazione Tecnica” rilasciato dal Presidente del Consiglio Superiore dei Lavori Pubblici.
In assenza di una norma armonizzata per lo specifico dispositivo meccanico e nelle more dell’emanazione di apposita Linea Guida per il rilascio del citato Certificato di Valutazione tecnica da parte del Consiglio Superiore dei Lavori Pubblici, si osserva che, allo stato, la maggior parte di detti elementi sono realizzabili in appositi centri di trasformazione, dotati di certificazione CE ai sensi delle norme armonizzate UNIEN 1090-1, ovvero di apposita denuncia di attività rilasciata dal STC.
C11.9. DISPOSITIVI ANTISISMICI E DI CONTROLLO DELLE VIBRAZIONI
I dispositivi antisismici e di controllo delle vibrazioni, così come definiti nella norma, sono tipicamente utilizzati per realizzare sistemi di isolamento sismico, negli edifici, nei ponti e in altri tipi di costruzioni (si veda il § 7.10 delle NTC), e sistemi di dissipazione di energia, che negli edifici sono costituiti quasi sempre da controventi che incorporano dispositivi dissipativi.
Alcuni tipi di dispositivi sono, inoltre, utilizzati per variare favorevolmente lo schema strutturale, congiuntamente o indipendentemente dai suddetti sistemi, introducendo vincoli temporanei che entrano in funzione, o interrompono la loro funzione di vincolo, in presenza di azioni sismiche.
La progettazione dei dispositivi antisismici e la definizione delle loro prestazioni deve tener conto delle azioni loro applicate nelle normali condizioni di servizio, affinché possano non creare problemi alla costruzione in tali condizioni e presentarsi in piena efficienza funzionale in caso di terremoto. In particolare la capacità di spostamento di tutti i dispositivi deve tener conto degli effetti termici sulla struttura nel quale il dispositivo è inserito, i cui spostamenti indotti dovranno essere sommati a quelli prodotti dal terremoto di progetto. Quando la presenza di dispositivi antisismici e di controllo delle vibrazioni comporta un rapporto di smorzamento modale tale da superare il limite di cui alla formula [3.2.4] delle Norme tecniche, limite che va comunque rispettato nei calcoli, il progettista dovrà esprimere un giudizio motivato sull’accettabilità dell’utilizzo, nei calcoli, di forme modali non smorzate.
In merito alle procedure di qualificazione si applica il § 11.9.2 delle NTC, ed in particolare ai dispositivi ricadenti nella norma europea armonizzata UNI EN 15129 si applica il caso A) del §11.1 delle NTC, secondo il sistema di valutazione e verifica della costanza della prestazione 1 previsto nella suddetta norma europea armonizzata per le applicazioni critiche.
Nel caso di dispositivi antisismici non ricadenti, o non completamente ricadenti, nel campo di applicazione della norma europea armonizzata UNI EN 15129, si applica il caso C) del §11.1.
In aggiunta a quanto previsto ai punti A) o C) del § 11.1, ogni fornitura deve essere accompagnata da un manuale contenente le specifiche tecniche per la posa in opera e la manutenzione.
Per i dispositivi antisismici, quindi, non ha più alcuna validità l’attestato di deposito della documentazione presso il Servizio Tecnico Centrale, effettuato per i prodotti o sistemi che direttamente influiscono sulla sicurezza e la stabilità degli impalcati stradali e ferroviari e che rientrano nelle pertinenze di esercizio di cui al punto a) della Circolare Min. LL.PP. n.2357 del 16 maggio 1996.
C11.9.1. TIPOLOGIE DI DISPOSITIVI
In questo Capitolo i dispositivi sono classificati in relazione alla funzione strutturale che devono svolgere e alle loro modalità di funzionamento, ovvero al loro legame caratteristico forza-spostamento. Le specifiche indicate nel presente Capitolo sono valide per tutti i dispositivi trattati, comunque impiegati per la protezione sismica della struttura.
I Dispositivi di vincolo temporaneo, suddivisi in Dispositivi di vincolo del tipo “a fusibile” e Dispositivi (dinamici) di vincolo provvisorio, rappresentano dei vincoli ausiliari le cui caratteristiche permangono immutate sino al raggiungimento di particolari condizioni.
In particolare, i primi consentono di solidarizzare le parti che collegano sino al raggiungimento di una soglia di forza oltre la quale, al superamento della stessa, consentono tutti i movimenti come se non fossero presenti. Pertanto, essi rappresentano un vincolo sino a quando non si raggiunge il valore della forza di soglia, oltre il quale il vincolo è disattivato ed una sua riattivazione può avvenire solo mediante la sostituzione o un eventuale intervento meccanico.
I dispositivi dinamici di vincolo provvisorio, detti anche “shock transmitters”, hanno una logica di funzionamento inversa rispetto alla precedente, ovvero lasciano libere e prive di vincolo, le parti da essi collegate, sino a quando i movimenti relativi tra gli elementi che collegano non si manifestino con una velocità maggiore della velocità di attivazione del dispositivo, superata la quale si trasformano, per la durata del movimento rapido, in collegamento pressoché rigido tra le parti. Tali dispositivi vengono utilizzati, ad esempio, per solidarizzare temporaneamente due elementi in presenza di movimenti rapidi (quali quelli dinamici dovuti ad un evento sismico) per la durata dell’azione dinamica, consentendo prima e dopo l’evento, tutti i movimenti lenti (in particolare quelli legati alle dilatazioni termiche) come se le parti non fossero tra loro collegate.
I Dispositivi dipendenti dallo spostamento, a loro volta suddivisi in Dispositivi a comportamento lineare o “Lineari” e Dispositivi a comportamento non lineare o “Non Lineari”, sono caratterizzati da un legame forza-spostamento sostanzialmente indipendente dalla velocità. I primi hanno un comportamento sostanzialmente lineare e nella fase di scarico non devono mostrare spostamenti residui significativi mentre i secondi sono caratterizzati da un legame forza-spostamento non lineare, con comportamento stabile per il numero di cicli richiesti dalle esigenze progettuali e, comunque, con dei requisiti minimi nel seguito descritti.
Nei Dispositivi dipendenti dalla velocità detti anche Dispositivi a comportamento viscoso o “Viscosi” il legame costitutivo forza-spostamento può dipendere sia dalla sola velocità che, contemporaneamente, dalla velocità e dallo spostamento. Il funzionamento è caratterizzato dalle forze di reazione generate dal flusso di un fluido viscoso che passa, attraverso orifizi o sistemi di valvole, tra le due camere che il dispositivo possiede.
I Dispositivi di isolamento, o “Isolatori”, suddivisi in “Isolatori elastomerici” ed “Isolatori a scorrimento”, svolgono fondamentalmente la funzione di sostegno dei carichi verticali, con elevata rigidezza in direzione verticale e bassa rigidezza o resistenza in direzione orizzontale, permettendo notevoli spostamenti orizzontali. I primi sono costituiti da strati di gomma frapposti tra piastre in acciaio e ad esse solidarizzati mediante vulcanizzazione. Tale configurazione, rispettando taluni rapporti geometrici, determina un forte confinamento alla deformazione trasversale della gomma e conferisce al dispositivo un’elevata rigidezza e resistenza nei confronti dei carichi verticali, conservando un’elevata deformabilità trasversale.
Gli isolatori a scorrimento hanno un funzionamento caratterizzato da basse forze di attrito orizzontali, la cui entità dipende dal tipo di superfici utilizzate e dal loro trattamento, che si sviluppano all’interfaccia tra i materiali che costituiscono le due superfici di contatto su cui avviene lo scorrimento.
C11.9.3. PROCEDURA DI ACCETTAZIONE
La procedura di accettazione è finalizzata ad accertare che le caratteristiche dei dispositivi messi in opera siano coerenti con le caratteristiche riscontrate nelle prove di qualificazione sui prototipi dei dispositivi e con quanto previsto nel progetto.
Poiché talvolta le forze e gli spostamenti di progetto dei dispositivi reali sono tali da rendere difficoltosa, se non proibitiva, l’esecuzione delle prove in condizioni dinamiche, le prove di accettazione sono prove quasi-statiche, ed il confronto potrà essere effettuato sui parametri di comportamento valutati, sia in qualifica che in accettazione, in condizioni quasi-statiche.
È evidente che, ove fosse possibile effettuare prove in condizioni dinamiche anche per l’accettazione, quest’ultima modalità sarà da preferire, così da poter confrontare direttamente i parametri caratteristici del comportamento in condizioni più simili a quelle sismiche reali.
C11.9.4. DISPOSITIVI A COMPORTAMENTO LINEARE
I dispositivi “lineari” sono caratterizzati da un legame forza-spostamento sostanzialmente indipendente dalla velocità e pressoché lineare, non mostrando, allo scarico, spostamenti residui significativi.
La linearità della risposta si riscontra accertando che il coefficiente di smorzamento viscoso equivalente sia minore del 15% e che lo scarto tra la rigidezza iniziale Kin, valutata come la rigidezza secante tra i valori corrispondenti al 10% ed il 20% della forza di progetto, e la rigidezza equivalente Ke, valutata come pendenza della secante tra i punti di massimo spostamento positivo e negativo in un ciclo completo, sia minore del 20% della rigidezza Kin (per i dispositivi a comportamento lineare la rigidezza del primo tratto K1 può essere assunta pari a Kin).
Per la valutazione del coefficiente di smorzamento viscoso equivalente, in un singolo ciclo di carico di un dispositivo, si fa riferimento alla seguente formulazione:
![]()
dove
- d è lo spostamento massimo raggiunto dal dispositivo in un ciclo di carico;
- F è la forza massima raggiunta dal dispositivo in un ciclo di carico;
- Ed è l’energia dissipata da un dispositivo in un ciclo completo di carico, ossia l’area racchiusa dal ciclo di carico in un diagramma forza-spostamento.
C11.9.5. DISPOSITIVI A COMPORTAMENTO NON LINEARE
Come descritto nella norma, tali dispositivi sono caratterizzati da un legame forza-spostamento non lineare, sostanzialmente indipendente dalla velocità, che può realizzare comportamenti meccanici diversi, ad elevata o bassa dissipazione di energia, con riduzione o incremento della rigidezza al crescere dello spostamento, con o senza spostamenti residui all’azzeramento della forza.
La stabilità del ciclo si riscontra accertando che, fissata l’ampiezza di spostamento, lo scarto tra la rigidezza del secondo ramo di un generico ciclo “i”, K2(i), e la stessa valutata al terzo ciclo e presa a riferimento, K2(3), sia minore del 10%. Analogamente si dovrà riscontrare che lo scarto tra il coefficiente di smorzamento viscoso equivalente di un generico ciclo “i” e lo stesso valutato al terzo ciclo e preso a riferimento, sia minore del 10% del valore assunto a riferimento.
La rigidezza iniziale si calcola come descritto nel paragrafo relativo ai dispositivi lineari.
Per i dispositivi dotati di ramo di softening, è possibile assumere come valore della rigidezza K1 anche il valore della rigidezza iniziale Kin.
C11.9.6. DISPOSITIVI A COMPORTAMENTO VISCOSO
I dispositivi a comportamento viscoso hanno un legame costitutivo che dipende dalla velocità e, in genere, trasmettono soltanto azioni lungo il proprio asse longitudinale. Non essendo dotati di rigidezza elastica, essi vengono utilizzati essenzialmente per aumentare la capacità dissipativa di un sistema di isolamento o, più in generale, del sistema strutturale nel quale vengono inseriti.
L’obbligo di disporre le cerniere sferiche alle due estremità del dispositivo trova giustificazione nell’esigenza di scongiurare che eventuali disallineamenti diano luogo, durante i movimenti causati da un evento sismico, alla nascita di sforzi parassiti che danneggino il dispositivo viscoso compromettendone il funzionamento. La capacità di rotazione delle cerniere sferiche necessaria dovrà essere determinata dal progettista, in relazione agli effetti sia delle azioni di servizio, sia dei movimenti dovuti al terremoto, sia, infine, a possibili imperfezioni nell’installazione. In ogni caso è consigliabile che la capacità di rotazione sia non inferiore a ±2°.
C11.9.7. ISOLATORI ELASTOMERICI
Sebbene la validità degli isolatori elastomerici venga verificata sperimentalmente, è comunque opportuno che la loro progettazione rispetti le seguenti limitazioni:
la tensione massima σs agente nella generica piastra in acciaio sia non maggiore di
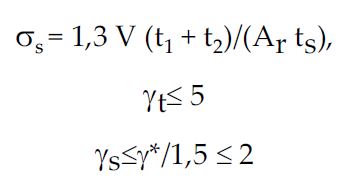
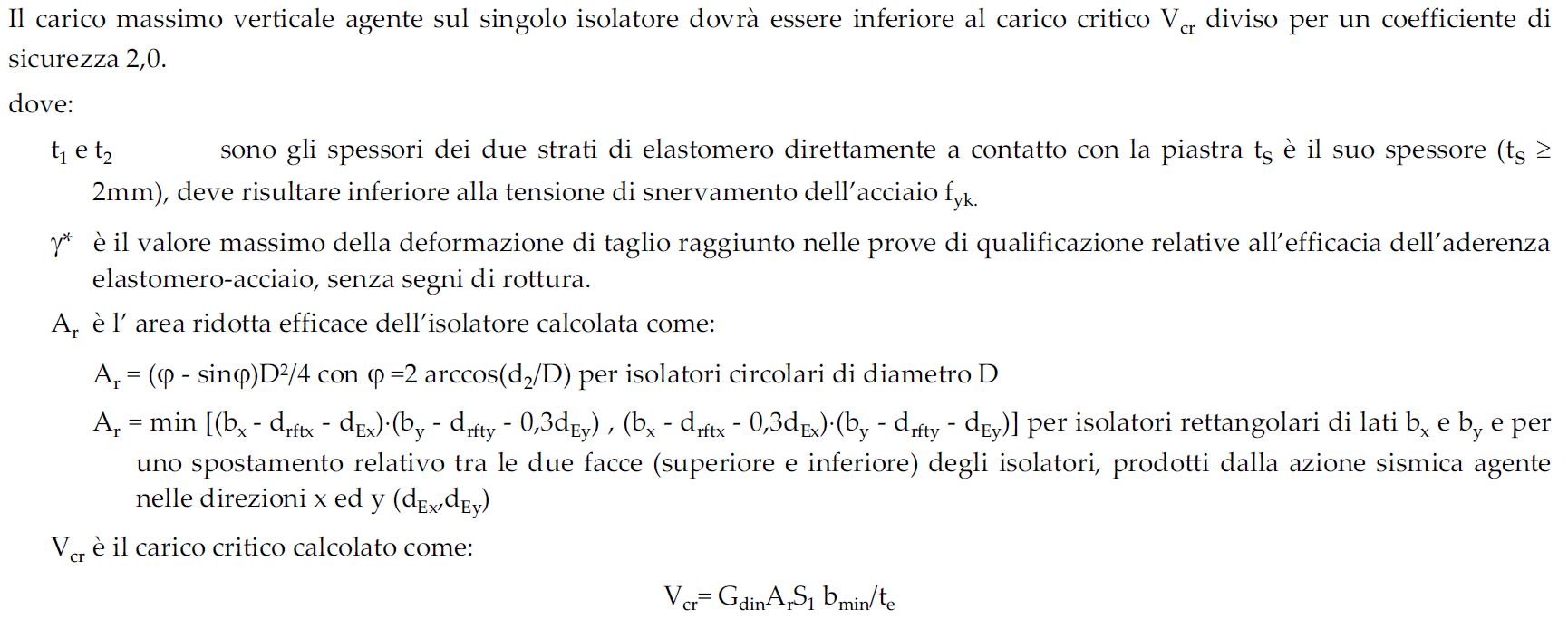
C11.10. MURATURA PORTANTE
C11.10.1. ELEMENTI PER MURATURA
È opportuno rammentare che la definizione delle categorie degli elementi per muratura è più precisamente descritta nelle norme armonizzate della serie UNI EN 771. La norma ribadisce che gli elementi per muratura portante devono essere conformi alla pertinente norma europea armonizzata e recare la Marcatura CE.
C11.10.1.1 PROVE DI ACCETTAZIONE
Il paragrafo ribadisce che gli elementi per muratura portante, indipendentemente dalla Marcatura CE, ovvero da altre qualificazioni nazionali, devono essere accettati dal Direttore dei lavori, secondo quanto previsto nelle NTC.
C11.10.1.1.1 Resistenza a compressione degli elementi resistenti artificiali o naturali
La procedura di controllo di accettazione in cantiere prevede il confronto (tramite disuguaglianze) delle resistenze a compressione valutate sui campioni pervenuti in cantiere con la resistenza media a compressione, fbm, fornita dal produttore oppure, nel caso che il fabbricante non abbia dichiarato la resistenza media ma la sola resistenza caratteristica, fbk, con quest’ultima. La valutazione di quest’ultima è funzionale, inoltre, anche all’impiego delle tabelle 11.10.VI, 11.10.VII e 11.10.VIII delle NTC, utili alla stima rispettivamente della resistenza caratteristica a compressione e taglio della muratura.
È opportuno riportare, dunque, alcune indicazioni utili per la valutazione di fbk.
C11.10.1.1.1.1 Resistenza caratteristica a compressione degli elementi nella direzione dei carichi verticali
Si definisce resistenza caratteristica quella resistenza al di sotto della quale ci si può attendere di trovare il 5% della popolazione di tutte le misure di resistenza. La resistenza di rottura a compressione di un singolo elemento è data dalla seguente espressione:
C11.10.1.1.1.2 Resistenza caratteristica a compressione degli elementi nella direzione ortogonale a quella dei carichi verticali e nel piano della muratura

C11.10.2. MALTE PER MURATURA
La norma fornisce le definizioni generali valide per tutte le malte, quindi al §11.10.2.1, §11.10.2.2, §11.10.2.3 dà informazioni specifiche, rispettivamente, per le malte a prestazione garantita, per le malte a composizione prescritta e per le malte prodotte in cantiere. La norma inoltre ribadisce che le malte per muratura dei primi due tipi devono essere conformi alla pertinente norma europea armonizzata e, nel caso della malta a prestazione garantita, recare la Marcatura CE.
C11.10.2.4 PROVE DI ACCETTAZIONE
La norma ha introdotto l’obbligatorietà delle prove di accettazione in cantiere anche per le malte. Il controllo di accettazione va eseguito su miscele omogenee, su un numero minimo di provini che varia secondo il tipo di malta (a prestazione garantita, a composizione prescritta, o prodotta in cantiere, in accordo con i §11.10.2.1, §11.10.2.2, §11.10.2.3).La procedura di controllo di accettazione in cantiere prevede che il valore medio delle resistenze a compressione, valutato secondo la metodologia di prova indicata nella corrispondente norma europea armonizzata, sia maggiore o uguale del valore di progetto.
C11.10.3. DETERMINAZIONE DEI PARAMETRI MECCANICI DELLA MURATURA
La norma fornisce indicazioni sulla determinazione della resistenza caratteristica della muratura sia a compressione che a taglio.
La determinazione di tali resistenze dovrà essere effettuata per via sperimentale su campioni di muro. In considerazione, tuttavia, della difficoltà ed onerosità di questo tipo di prove, la norma ammette la possibilità di ricavare i valori delle resistenze a compressione e a taglio utilizzando apposite tabelle. In alternativa alla determinazione sperimentale, è anche possibile fare riferimento a quanto riportato al § 3.6 della norma UNI EN 1996-1-1 (Eurocodice 6), integrata dalla relativa Appendice Nazionale.
In ogni caso, le resistenze caratteristiche a compressione e a taglio della muratura richieste dal calcolo dovranno essere indicate nel progetto delle opere.
C11.10.3.2 RESISTENZA CARATTERISTICA A TAGLIO IN ASSENZA DI TENSIONI NORMALI
C11.10.3.2.1 Determinazione sperimentale della resistenza a taglio
La norma, per la determinazione sperimentale della resistenza a taglio, ha introdotto l’utilizzo delle prove di scorrimento lungo un giunto (UNI EN 1052-3 e, per quanto applicabile, UNI EN 1052-4) o, in alternativa, l’utilizzo di prove di compressione diagonale da eseguirsi secondo modalità indicate in normative di comprovata validità. Va posta attenzione al fatto che, per poter utilizzare il risultato fornito dalle prove, va osservata la modalità di rottura ottenuta, anche a seconda della tipologia di muratura testata, e va verificato che tale modalità, sia coerente con il modello meccanico interpretativo della prova, e con il criterio adottato per la valutazione della resistenza laterale delle pareti (o fasce) in muratura. Le prove di compressione diagonale, inoltre, possono essere utilizzate per valutare il modulo di elasticità tangenziale secante G della muratura.